Imagine squeezing toothpaste from a tube. The paste flows through the opening and takes on the shape of that opening. Aluminum extrusion works on the same principle, but with far more precision, pressure, and engineering expertise. Whether you're an engineer optimizing production parameters or a student diving into metallurgical processes, understanding this foundational technology opens doors to countless manufacturing applications.
At its core, aluminum extrusion is a technique of forcing aluminum alloy material into a die having a predetermined cross-sectional shape. A substantial ram pushes the aluminum through the die, and the material exits from the die aperture in the exact form of the die opening. This seemingly straightforward process enables manufacturers to create everything from simple rods and tubes to intricate architectural profiles and heat sink designs.
Aluminum extrusion is a forming process that creates objects with fixed cross-sectional profiles by pushing heated aluminum alloy through a shaped die opening under tremendous pressure, enabling the production of solid, hollow, and semi-hollow shapes with remarkable consistency.
The process had its earliest beginnings over 100 years ago. Joseph Bramah first developed extrusion in 1797 for producing lead pipes, though the technology truly evolved when Alexander Dick created the hot extrusion process in 1894. This breakthrough allowed manufacturers to work with non-ferrous alloys like aluminum, and by 1904, the first aluminum extrusion press was constructed. Today, industry reports indicate the worldwide aluminum extrusion demand continues growing at approximately 4% annually.
You might wonder why PDF documentation remains essential when so much information is available online. The answer lies in the nature of technical knowledge itself. Aluminum extrusion technology involves precise specifications, detailed diagrams, and complex calculations that require structured, portable reference materials.
Quality aluminum extrusion technology resources serve multiple purposes:
An aluminum extrusion technology book or comprehensive PDF serves as your reference companion when you need to verify temperature ranges, calculate extrusion ratios, or troubleshoot surface defects. Unlike fragmented web content, well-structured technical documentation presents information in logical sequences that build understanding progressively.
Understanding the journey from raw material to finished profile helps you appreciate why specific process parameters matter. The sequence begins with a cylindrical aluminum billet, typically cut from an elongated log of material. This billet undergoes preheating to temperatures between 400-500°C, making it malleable enough for extrusion without becoming molten.
Before extrusion begins, the die itself requires preheating to approximately 450-500°C. This temperature equalization ensures even metal flow and maximizes die life. Once the heated billet enters the container, a hydraulic ram applies tremendous pressure, sometimes reaching 15,000 tons. This force pushes the softened aluminum against the container walls and through the die opening.
As the aluminum emerges, it takes on the die's cross-sectional shape precisely. A puller holds the extrusion in place while cooling systems, either fans or water baths, rapidly reduce the temperature through a process called quenching. After reaching the full table length, a hot saw shears the profile, and the extrusions transfer to a cooling table before stretching operations correct any twist or bow that developed during cooling.
This fundamental understanding sets the stage for exploring more advanced topics like direct versus indirect extrusion methods, alloy selection criteria, and the die design principles that ultimately determine profile quality. Each subsequent section builds upon these basics, providing the intermediate-level depth that practitioners need for real-world applications.
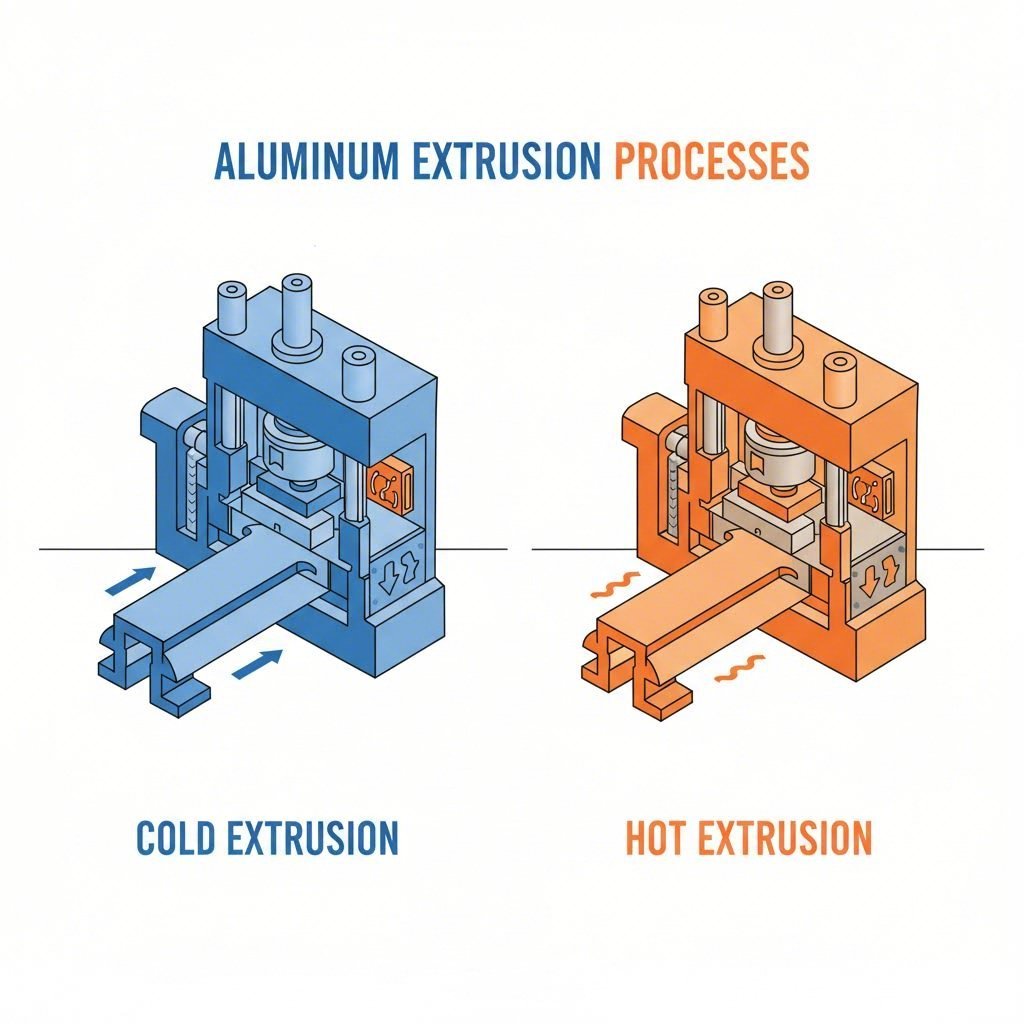
Now that you understand the basic mechanics, let's explore the two primary extrusion techniques that manufacturers rely on daily. Choosing between direct and indirect extrusion isn't just a theoretical decision. It directly impacts your production efficiency, surface finish quality, and overall manufacturing costs. Understanding the specific process parameters for each method helps you optimize operations and troubleshoot issues effectively.
Direct extrusion, sometimes called forward extrusion, represents the most widely used method in the aluminum industry. Picture the ram pushing the heated billet through a stationary die at the opposite end of the container. The material flows in the same direction as the ram movement, creating a straightforward mechanical relationship.
What makes direct extrusion the workhorse of aluminum manufacturing? Several factors come into play:
However, direct extrusion comes with inherent challenges. As the billet moves forward, friction develops between the aluminum and the container walls. This friction generates additional heat and creates uneven material flow, particularly near the billet's outer surface. Industry analysis confirms that this high friction can lead to variations in the final extrusion quality, especially for complex or delicate shapes.
Indirect extrusion flips the conventional approach. Here, the die moves toward a stationary billet, eliminating the sliding friction between the workpiece and container walls. The result? A fundamentally different flow dynamic that offers distinct advantages for certain applications.
Why would you choose indirect extrusion despite its higher equipment costs? Consider these benefits:
The trade-offs become apparent in production contexts. Indirect extrusion typically accommodates shorter billet lengths due to the hollow stem design required for die movement. The process also runs slower than direct extrusion, making it less suitable for high-volume, simple profile production.
Successful extrusion hinges on maintaining precise temperature and pressure parameters throughout the process. Research presented at international aluminum extrusion technology seminars consistently emphasizes these specifications as critical success factors.
Temperature management involves multiple zones. According to research published in the Journal of Materials Research and Technology, optimal extrusion parameters for aluminum composites fall within the temperature window of 450-475°C combined with carefully controlled strain rates between 0.001-0.004 s⁻¹ or 0.6-1 s⁻¹. These findings from the 7th international aluminum extrusion technology seminar and similar gatherings provide practitioners with actionable guidance for process optimization.
Ram speed optimization deserves particular attention. Moving too fast causes tearing and surface defects; moving too slow reduces productivity and may allow excessive heat loss. The sweet spot depends on your specific alloy, profile complexity, and extrusion ratio.
| Parameter | Direct Extrusion | Indirect Extrusion |
|---|---|---|
| Friction Characteristics | High friction between billet and container walls | Minimal friction due to stationary billet |
| Billet Length Capability | Longer billets possible, maximizing output per cycle | Limited by hollow stem design |
| Surface Finish Quality | Good for simple profiles; may vary with complex shapes | Superior consistency and smoothness |
| Equipment Costs | Lower initial investment | Higher due to complex machinery |
| Production Speed | Faster, suitable for high-volume runs | Slower, better for precision work |
| Die Wear Rate | Higher due to elevated pressure | Lower, extending tool life |
| Typical Applications | Construction beams, channels, rods, industrial parts | Aerospace components, thin-walled tubes, electronics |
Understanding these method-specific parameters helps you select the right approach for your application. Whether you're reviewing an aluminum extrusion technology seminar paper or developing your own production protocols, these specifications form the foundation for quality outcomes. The next consideration? Matching these methods with the appropriate aluminum alloy for your specific requirements.
Ever wondered why some aluminum profiles extrude smoothly while others create production headaches? The answer lies in alloy selection. Choosing the right aluminum alloy isn't merely a specification checkbox. It fundamentally determines your extrusion success, surface quality, and final product performance. Whether you're working with an aluminum extrusion technology manufacturer or developing your own production capabilities, understanding alloy behavior separates average results from exceptional outcomes.
The 6xxx series dominates aluminum extrusion for compelling reasons. These alloys combine magnesium and silicon as primary alloying elements, creating materials that flow beautifully through dies while delivering excellent mechanical properties after heat treatment.
Two alloys stand out as industry favorites:
Alloy 6063, often called "architectural aluminum," has been optimized specifically for extrudability. According to industry specifications, this alloy requires magnesium content between 0.45-0.9% and silicon content between 0.2-0.6%. These lower alloying element percentages translate to superior flow characteristics during extrusion.
What makes 6063 the most popular aluminum alloy for extrusions?
Alloy 6061, known as "structural aluminum," offers higher strength at a slight trade-off in extrudability. Its composition requires magnesium between 0.8-1.2% and silicon between 0.4-0.8%. The increased magnesium content delivers better strength-to-weight ratios, making it the second most popular extrusion alloy.
When should you choose 6061 over 6063? Consider 6061 when:
Working with international suppliers or reviewing technical documentation from different regions? You'll encounter various designation systems that can seem confusing at first glance. Understanding these standards helps you cross-reference specifications accurately.
The major global systems include:
For practical purposes, a custom aluminum extrusion technology manufacturer in China, Europe, or North America will typically understand AA designations. When reviewing an aluminum extrusion technology PDF from different regions, look for cross-reference tables that map equivalent designations across systems.
How do you choose between similar alloys? Start by prioritizing your application's critical requirements. The comparison between 6061 and 6063 illustrates this decision-making process clearly.
Consider these application-alloy pairings:
Beyond the 6xxx series, certain specialized applications call for different alloy families. The 7xxx series (zinc-alloyed) delivers maximum strength for aerospace applications, though these alloys present greater extrusion challenges. The 1xxx series (pure aluminum) offers exceptional corrosion resistance and electrical conductivity but lacks structural strength.
Remember that alloy selection impacts every downstream process. Your temper treatment options, surface finishing choices, and welding procedures all depend on the base alloy. With the right alloy chosen, your next consideration becomes equally critical: the die design that will shape your selected material into the desired profile.
You've selected the perfect alloy and dialed in your process parameters. But here's the truth: none of that matters if your die design falls short. The extrusion die is the heart of the entire operation, transforming carefully prepared aluminum into precisely shaped profiles. Whether you're sourcing from an aluminum extrusion technology factory or developing in-house capabilities, understanding die design principles separates mediocre results from manufacturing excellence.
Consider this: extrusion dies endure pressures up to 15,000 tons during operation. According to industry specialists, that's enough force to crush 50 pickup trucks. The die must withstand these extreme conditions while maintaining dimensional accuracy measured in fractions of a millimeter. Let's explore how effective die design makes this possible.
Die selection begins with understanding your profile's geometry. Aluminum extrusion dies fall into three categories, each requiring distinct design approaches and tooling configurations.
Solid Dies produce profiles without enclosed voids, such as bars, angles, and channels. These represent the simplest die type, both in design complexity and cost. A solid die stack typically includes three components:
Hollow Dies create profiles with internal cavities, think tubes, window frames, and structural members with reinforced cores. These designs require significantly more engineering sophistication. The hollow die stack consists of:
A porthole die configuration is typically used for hollow profiles. Hot aluminum enters through the mandrel's portholes, separated by supporting webs or legs, then exits through the cap. This design creates the characteristic weld lines visible in some hollow extrusions.
Semi-Hollow Dies bridge both categories, producing profiles with partially enclosed voids. The critical factor here is the "tongue ratio," defined as Area divided by Gap squared. As technical documentation explains, the larger the void area and the narrower the gap, the more likely a shape qualifies as semi-hollow and the more challenging it becomes to extrude successfully.
Imagine aluminum flowing through your die at different speeds depending on wall thickness. Thicker sections flow faster; thinner sections resist flow. If you don't account for this variation, your profile exits the die twisted, warped, or dimensionally inconsistent. The solution? Strategic bearing length design.
The bearing length represents the distance aluminum travels within the die opening. This seemingly simple dimension controls everything about material flow velocity. Here's how it works:
In practice, die designers calculate bearing lengths so thicker profile areas receive longer bearings, slowing them to match thinner sections. This balance prevents the warping, twisting, and dimensional inconsistencies that plague poorly designed dies.
Key die design factors that affect extrusion success include:
Custom aluminum extrusion technology factories invest heavily in these design considerations because the consequences of poor die design compound rapidly. Incorrect bearing lengths cause scrap, rework, and customer complaints that far exceed the cost of proper upfront engineering.
Even perfectly designed dies deteriorate over time. The extreme pressures and temperatures involved in extrusion take their toll. Proactive maintenance practices distinguish high-performing operations from those plagued by unplanned downtime and quality inconsistencies.
Common die issues requiring attention include:
Implementing comprehensive preventive maintenance programs dramatically reduces unplanned downtime. Industry best practices recommend regular inspection schedules, documented cleaning procedures, and planned refurbishment cycles before dies reach failure points.
Advanced diagnostic tools add another layer of die management capability. FEA simulations identify root causes of performance issues and guide targeted solutions. Rather than guessing at problems, China custom aluminum extrusion technology operations increasingly rely on data-driven approaches to maximize die investments.
Die cost considerations extend beyond initial purchase price. More complex profiles require more extensive manufacturing processes, driving up die costs. However, investing in quality die materials and advanced machining processes pays dividends through extended life and reduced per-unit costs over production runs. The key balance? Matching die sophistication to production volume and quality requirements.
With properly designed and maintained dies, you've addressed the foundation of extrusion quality. But even the best dies can't prevent all problems. The next critical skill? Identifying and resolving the defects that inevitably arise during production.
You've optimized your die design, selected the right alloy, and dialed in your process parameters. Then you notice streaks running down your profile surface. Or perhaps the finished extrusion has a subtle twist that makes assembly impossible. Sound familiar? Even the most carefully controlled extrusion operations encounter defects that threaten product quality and customer satisfaction.
The difference between struggling manufacturers and industry leaders lies not in avoiding defects entirely, but in systematically identifying their root causes and implementing effective corrective actions. Whether you're reviewing an aluminum extrusion technology PDF from Pradip K. Saha or troubleshooting on the production floor, understanding defect classification and resolution procedures transforms reactive firefighting into proactive quality management.
Surface defects catch attention immediately because they're visible to the naked eye. These imperfections range from minor cosmetic issues to critical flaws that compromise product functionality. Recognizing each type helps you trace problems back to their source.
Die Lines and Flow Lines appear as longitudinal streaks running parallel to the extrusion direction. According to industry specialists at Alumac Industries, these defects typically stem from die wear, improper polishing, or uneven metal flow during extrusion. Inadequate billet or container temperature can also contribute to flow inconsistencies.
How do you prevent die lines? Focus on these key interventions:
Surface Tearing presents as rough, irregular breaks in the profile surface. This defect signals that extrusion speed exceeds the material's ability to flow smoothly through the die. Excessive ram speed, incorrect temperature, or overly aggressive extrusion ratios create the shear forces responsible for tearing.
Blistering and Bubbles occur when trapped gases expand beneath the profile surface. Technical documentation confirms that poor degassing practices, uneven billet preheating, and rapid temperature increases during extrusion all contribute to this problem. Prevention requires preheating billets evenly, implementing proper degassing practices, and monitoring temperature profiles throughout the process.
Scratches and Dents often originate after extrusion rather than during it. Poor handling of profiles, mechanical contact with conveyors or rollers, and metal chips on handling lines damage otherwise perfect extrusions. Soft-handling systems with felt-lined conveyors and staff training on careful manual handling address these post-process defects effectively.
Dimensional defects frustrate assembly operations and cause rejection of otherwise acceptable profiles. These issues often prove more challenging to diagnose than surface defects because their causes interact with multiple process variables simultaneously.
Twist and Bow (Profile Warping) rank among the most common dimensional defects. When profiles distort away from their intended shape, several factors may be responsible:
Effective prevention requires a multi-pronged approach. Uniform air or water cooling eliminates temperature gradients. Profile design reviews using CAD/CAE tools identify problematic geometry before die cutting. Controlled puller tension and support alignment maintain straightness during the critical post-extrusion phase.
As design for manufacturability guides emphasize, long, slender parts are particularly susceptible to bow and twist. Specifying practical straightness tolerances per meter and identifying where straightness matters most helps establish realistic quality expectations.
Dimensional Inaccuracy beyond twist includes profiles that fail to meet specified measurements for wall thickness, feature location, or overall dimensions. Root causes include:
Real-time monitoring of speed and pressure catches variations before they become defects. Regular die calibration and scheduled replacement prevent gradual drift. Compensation for thermal shrinkage during tool design ensures cold profiles meet final dimensional requirements.
Effective troubleshooting goes beyond fixing immediate symptoms. Sustainable quality improvement requires systematic root cause analysis that addresses why defects occur, not just what they look like.
Internal Defects like porosity and inclusions often escape visual detection but compromise mechanical properties. Porosity results from trapped gases or shrinkage during solidification. Inclusions introduce foreign particles that create stress concentrations and potential failure points. Both require upstream process controls in billet production and handling.
The following table provides a systematic reference for diagnosing and resolving the most common extrusion defects:
| Defect Type | Primary Causes | Corrective Actions | Quality Metrics |
|---|---|---|---|
| Die Lines / Flow Lines | Die wear, improper polishing, uneven metal flow, incorrect temperature | Regular die maintenance and polishing, optimize billet temperature and extrusion speed, use dummy blocks | Visual inspection per AQL standards; surface roughness Ra values |
| Surface Tearing | Excessive extrusion speed, incorrect temperature, high extrusion ratio | Reduce ram speed, adjust temperature parameters, review extrusion ratio limits | Zero-tolerance for visible tears; 100% visual inspection |
| Blistering / Bubbles | Trapped gases, poor degassing, rapid temperature increases | Preheat billets evenly, implement proper degassing, monitor temperature profiles | Blister count per linear meter; ultrasonic testing for subsurface voids |
| Scratches / Dents | Poor handling, mechanical contact with equipment, debris on handling line | Install soft-handling systems, clean run-out tables, train staff on careful handling | Surface defect mapping; customer complaint tracking |
| Twist / Bow / Camber | Uneven cooling, asymmetrical design, inconsistent metal flow | Uniform cooling systems, CAD/CAE design review, controlled puller tension | Straightness deviation per meter (typical: ≤1mm/m); twist angle measurement |
| Dimensional Inaccuracy | Inconsistent speed, worn dies, shrinkage not compensated | Real-time speed/pressure monitoring, die calibration schedule, shrinkage compensation in design | Cpk values ≥1.33 for critical dimensions; SPC charting |
| Oxidation Marks / Black Spots | Dirty billet or die surface, contact with oxidized tools | Clean billet surfaces before extrusion, proper die storage and cleaning, anti-oxidation coatings | Spot count per unit area; incoming material inspection |
| Porosity / Inclusions | Gas entrapment, contaminated billets, solidification defects | Upstream billet quality control, degassing treatment, X-ray or ultrasonic inspection | Density testing; destructive cross-section analysis on samples |
Quality Assurance Integration transforms defect troubleshooting from reactive problem-solving into predictive quality management. Industry leaders implement several practices that go beyond procedural checklists:
Measurable quality metrics drive improvement. Statistical Process Control (SPC) charts track dimensional variation over time, revealing trends before they cause out-of-spec production. Acceptable Quality Level (AQL) sampling provides statistically valid assessments of lot quality. Process capability indices like Cpk quantify whether your process can consistently meet specifications.
As referenced in aluminum extrusion technology resources from ASM International and similar authoritative sources, defect prevention combines science and art. Robust die design, operator training, consistent process control, and customer collaboration work together to deliver high-performance extrusions with reliable quality. Understanding these defects empowers you to make better decisions from design through delivery, setting the stage for the post-extrusion processes that add the final touches to your profiles.

Your extruded profile emerges from the die with the right shape, but the journey isn't complete. What happens next determines whether that profile becomes a premium architectural component or a high-performance industrial part. Post-extrusion processing transforms raw extrusions into finished products through heat treatment, surface finishing, and secondary fabrication operations. Understanding these processes helps you specify the right treatments for your application while considering the growing importance of environmental sustainability.
Ever wondered why specification sheets list temper designations like T5 or T6 after the alloy number? These codes indicate the thermal processing that determines your profile's final mechanical properties. Choosing between tempers isn't arbitrary; it directly impacts strength, hardness, and cost.
T5 Temper involves cooling from the elevated-temperature forming process by artificial aging. In practical terms, the profile is air-cooled after extrusion, then placed in an aging furnace to develop its properties. This approach offers several advantages:
T6 Temper requires solution heat treatment by artificial aging. The profile undergoes rapid water quenching to lock alloying elements in solution, then aging develops maximum strength. According to technical specifications from FONNOV Aluminium, this more intensive process delivers measurably superior properties.
How significant is the difference? Consider 6063 aluminum alloy, the most common extrusion material:
| Property | 6063-T5 (Thickness >3mm) | 6063-T6 (Thickness >3mm) |
|---|---|---|
| Tensile Strength (Rm) | 160 MPa minimum | 195 MPa minimum |
| Yield Strength (Rp0.2) | 110 MPa minimum | 160 MPa minimum |
| Elongation | 7% minimum | 8% minimum |
| Hardness (HBW) | 65 | 75 |
When should you specify T6 over T5? Choose T6 when your application demands higher strength and hardness, such as structural components, load-bearing frames, or parts subject to mechanical stress. For decorative trim, window frames, or applications where appearance matters more than maximum strength, T5 typically delivers adequate performance at lower cost.
Surface treatment isn't just about aesthetics. The right finish protects against corrosion, enhances durability, and can add functional properties like electrical insulation or improved thermal performance. Modern aluminum extrusion facilities offer a comprehensive range of surface treatment options.
The most common surface finishing methods include:
How do you choose between anodizing and powder coating? The decision depends on your specific requirements. Anodizing creates a harder finish with better wear resistance and preserves the metallic appearance. Powder coating offers superior chemical resistance, more color flexibility, and generally lower costs for larger batches. Environmental factors play a central role in durability performance, so consider your application's exposure conditions carefully.
Comprehensive processing capabilities from die development through surface finishing represent the full extrusion value chain. Manufacturers like Shengxin Aluminium exemplify this integrated approach, offering end-to-end services including anodizing, powder coating, PVDF, and micro-arc oxidation under one roof. This integration streamlines production, reduces lead times, and ensures consistent quality from raw billet to finished product.
Environmental considerations increasingly influence material selection and manufacturing decisions. Aluminum extrusion offers compelling sustainability advantages when you understand the lifecycle assessment concepts that quantify environmental impact.
Here's a striking fact: recycling aluminum from scrap consumes approximately twenty times less energy than primary aluminum production. According to life cycle assessment research published in Applied Ecology and Environmental Research, aluminum scrap can be recycled directly by hot extrusion, requiring only about 10% of the energy demand compared to recycling through the re-melt process.
The environmental impact of secondary extruded aluminum production has been quantified through rigorous lifecycle assessment. Key findings from the research include:
What does this mean for your specifications? When evaluating wholesale aluminum extrusion technology manufacturers, consider their approach to sustainability. Leading China wholesale aluminum extrusion technology suppliers increasingly prioritize:
The extrusion process itself generates scrap, but this material retains high value. Research indicates that extrusion from cast billet to fabricated profile generates about 320 kg of scrap per 600 kg of production. These scraps are recycled into new ingot through re-melting, either at integrated on-site cast houses or through external recyclers.
Environmental credits from recycling result from reductions in raw materials, energy, and emissions compared to virgin aluminum production. As lifecycle assessment methodologies continue evolving, manufacturers who quantify and reduce their environmental footprint gain competitive advantages with sustainability-conscious customers.
With post-extrusion processing complete, your profiles are ready for application. But the aluminum extrusion industry isn't standing still. Emerging technologies are reshaping how manufacturers approach production, quality control, and capability expansion.
The aluminum extrusion industry is undergoing a technological revolution. While traditional process knowledge remains essential, forward-thinking manufacturers are integrating digital intelligence, automation, and precision capabilities that seemed like science fiction just a decade ago. Whether you're attending an international aluminum extrusion technology seminar or reviewing the latest technical documentation, you'll notice a clear trend: the factories of tomorrow look vastly different from those of yesterday.
What's driving this transformation? Customer demands for tighter tolerances, shorter lead times, and sustainable manufacturing practices are pushing the industry toward smarter, more connected production systems. Let's explore how these emerging technologies are reshaping aluminum extrusion.
Imagine an extrusion press that adjusts its own parameters in real-time, predicting problems before they occur. That's not futuristic thinking; it's happening now. Smart manufacturing integrates sensors, data analytics, and automated controls across the entire production line, creating what industry experts call the intelligent manufacturing ecosystem.
According to BWC Profiles' analysis of extrusion technology trends, smart systems continuously track critical parameters including:
The real power emerges when these data streams connect through Industrial Internet of Things (IIoT) platforms. Press PLCs and temperature controllers send live telemetry to central dashboards. Operators monitor deviations via mobile devices. Quality data feeds back into production analytics, creating what specialists describe as a self-improving system where every extrusion cycle informs the next.
Digital twin technology represents another breakthrough. Engineers create virtual replicas of extrusion lines, dies, or entire production environments. Before the first billet is heated, digital twins simulate metal flow patterns, thermal behavior, and die stress distribution. This capability shortens die development cycles, reduces trial runs, and optimizes die geometry for both yield and lifespan.
AI-driven analytics take optimization further. Where traditional automation follows rules, machine learning identifies patterns invisible to human operators. Applications already emerging include predictive maintenance that anticipates die wear before failure occurs, quality prediction that forecasts defect likelihood in real-time, and adaptive optimization that continuously tunes process parameters for optimal throughput.
The extrusion press of the future is no longer a static piece of equipment. It's an intelligent manufacturing ecosystem where AI-driven predictive control, digital twins, and IIoT-powered sustainability transform how we design, produce, and deliver profiles.
Think aluminum extrusion only produces large construction beams and window frames? Think again. Micro-extrusion technology is opening doors to applications requiring miniature precision that traditional processes simply cannot achieve.
According to Taber Extrusions' technical resources, micro aluminum extrusions serve as invisible heroes behind cutting-edge innovation across multiple industries:
Medical Technology: Life-saving devices demand precision-quality components produced to extremely tight tolerances. Aluminum microtubing and miniature extrusions make complex medical devices a reality, from surgical instruments to diagnostic equipment housings.
Consumer Electronics: As devices become smaller and more complex, ultra-precision aluminum extrusions have become crucial components. Heat sinks on circuit boards, cell phone frames, laptop housings, gaming consoles, and fitness trackers all rely on micro-extrusion capabilities.
Aerospace and Defense: The aerospace sector demands incredibly high-quality components that survive extreme conditions. With corrosion resistance, strength, and lightweight properties, micro extrusions deliver the performance these industries require. Defense applications include armored vehicles, missiles, and precision weapon components.
Industrial Miniaturization: From heavy-duty equipment to industrial machinery, micro parts and intricate shapes are becoming increasingly common. The drive toward miniaturization makes micro aluminum extrusions essential across manufacturing sectors.
What makes micro-extrusion possible? Advanced die manufacturing techniques, tighter process controls, and specialized press technologies work together to produce profiles with features measured in fractions of a millimeter. The same Industry 4.0 technologies enhancing traditional extrusion become even more critical when tolerances shrink to micro scale.
Where is the industry heading? Several converging trends point toward an exciting future that combines traditional metallurgical expertise with digital intelligence.
Hybrid Manufacturing: Forward-thinking companies are experimenting with methods that combine additive manufacturing with extrusion for complex geometries impossible to achieve through either process alone. This integration allows designers to create optimized structures that maximize strength while minimizing weight.
Advanced Alloy Development: New aluminum alloys engineered for higher strength, improved corrosion resistance, and enhanced thermal conductivity expand what's possible through extrusion. These materials respond to growing demands from electric vehicles, renewable energy systems, and smart infrastructure.
Automation Integration: According to industry analysis, automation extends across billet preheating, die changes, quality inspection, and material handling. Robotics enable safer environments while reducing workplace accidents in high-temperature extrusion plants. The key advance is closed-loop control where presses automatically adjust in response to sensor feedback without human intervention.
Sustainability-Driven Innovation: Environmental responsibility drives technological advancement. Energy-efficient furnaces and presses minimize power consumption. Closed-loop systems reduce waste and water use during cooling. The demand for lightweight aluminum in electric vehicles, renewable energy installations, and green building initiatives fuels continued innovation.
For practitioners reviewing technical documentation at the next international aluminum extrusion technology seminar & exposition, the message is clear: mastering both traditional fundamentals and emerging digital capabilities positions you for success. The aluminum extrusion technology seminar & exposition events increasingly feature sessions on AI integration, digital twins, and smart manufacturing alongside traditional metallurgy and die design topics.
Human expertise remains irreplaceable even in fully automated facilities. Engineers interpret data, refine designs, and innovate processes in ways AI cannot replicate. The future lies in collaboration, not replacement, where skilled technicians and intelligent systems work side by side to achieve unprecedented performance. Understanding where to find authoritative technical resources helps you stay current with these rapidly evolving capabilities.
You've absorbed the fundamentals, explored die design principles, and learned to troubleshoot defects. But where do you go when you need a reliable reference at 2 AM on the production floor? The right aluminum extrusion technology PDF resources become invaluable companions for engineers, quality managers, and students alike. Knowing where to find authoritative documentation and how to evaluate its quality separates casual learners from true practitioners.
When searching for an aluminum extrusion technology PDF download, start with established industry organizations. These groups compile decades of collective expertise into accessible formats that bridge theory and practice.
The Aluminum Extruders Council (AEC) stands as a primary resource for North American practitioners. Their design resources section offers comprehensive documentation covering component creation, fabrication techniques including machining, welding, bending, and adhesive bonding. As they note, the material presented represents the combined experience of AEC member companies, making it particularly valuable for real-world applications.
Key resources worth prioritizing include:
For deeper technical analysis, ASM International publishes "Aluminum Extrusion Technology, Second Edition" by Pradip K. Saha. This comprehensive aluminum extrusion technology book covers the theory and practice of extrusion including mechanics and thermodynamics of direct and indirect processes, effects of strain rate, friction, pressure, flow stress, and temperature. The publication also addresses industrial implementation, tooling, die design, billet casting, and process control.
International aluminum extrusion technology seminar proceedings provide another valuable resource category. Events like the International Aluminum Extrusion Technology Seminar & Exposition, which has roots dating back to the 1977 Atlanta gathering, generate technical papers that capture cutting-edge research and practical innovations from global experts.
Not all PDF resources deliver equal value. How do you distinguish authoritative documentation from superficial overviews? Apply these evaluation criteria before investing your learning time.
What separates quality technical documentation from filler content?
Be cautious of resources that promise comprehensive coverage without demonstrating deep expertise. An aluminum extrusion technology book free download might save money upfront, but verify the content's accuracy before relying on it for production decisions. Cross-reference critical specifications against multiple authoritative sources.
A well-organized technical library accelerates problem-solving and supports continuous improvement. Consider building your collection around these documentation categories:
Digital organization matters as much as content selection. Tag documents by topic, alloy family, and application area for rapid retrieval. Maintain a version control system that flags outdated specifications when newer editions become available.
For readers ready to move beyond documentation into practical implementation, partnering with experienced manufacturers accelerates the learning curve. Companies like Shengxin Aluminium, with over 30 years of industry experience and 35 extrusion presses ranging from 600T to 5500T capacity, provide technical support spanning die development through mass production. When your aluminum extrusion technology PDF knowledge needs real-world validation, experienced partners bridge the gap between theory and production reality.
Remember, the best technical library combines authoritative documentation with practical experience. PDF resources give you the foundational knowledge; hands-on application transforms that knowledge into expertise. Whether you're optimizing existing processes or developing new capabilities, the combination of solid documentation and experienced manufacturing support positions you for success in this evolving industry.
Aluminum extrusion is a forming process where heated aluminum billets (400-500°C) are forced through shaped dies under tremendous pressure, sometimes reaching 15,000 tons. The aluminum exits the die opening in the exact cross-sectional shape of the die, enabling production of solid, hollow, and semi-hollow profiles. The process involves billet preheating, die preheating to 450-500°C, hydraulic ram pressure application, quenching for rapid cooling, and stretching operations to correct any distortion.
Direct extrusion pushes heated billet through a stationary die, creating friction between aluminum and container walls. It accommodates longer billets and runs faster, making it ideal for high-volume production. Indirect extrusion moves the die toward a stationary billet, eliminating sliding friction. This produces superior surface finish and extends die life but handles shorter billets and runs slower. Choose direct for construction beams and industrial parts; indirect for aerospace components and precision work.
The 6xxx series dominates aluminum extrusion. Alloy 6063 (architectural aluminum) offers exceptional surface finish, superior anodizing response, and excellent corrosion resistance—ideal for window frames and decorative trim. Alloy 6061 (structural aluminum) provides higher strength-to-weight ratios and better machinability, suited for load-bearing applications and welded assemblies. Both alloys combine magnesium and silicon, creating materials that flow beautifully through dies while delivering excellent mechanical properties after heat treatment.
Surface defects like die lines stem from die wear or improper polishing—address through regular maintenance and optimized temperatures. Surface tearing indicates excessive ram speed; reduce speed and adjust temperatures. Blistering results from trapped gases requiring proper degassing practices. Dimensional issues like twist and bow arise from uneven cooling or asymmetrical wall thickness—implement uniform cooling systems and CAD design reviews. Root cause analysis using SPC charts and process capability indices ensures consistent quality.
The Aluminum Extruders Council (AEC) offers comprehensive design resources and the Aluminum Extrusion Manual. ASM International publishes 'Aluminum Extrusion Technology' by Pradip K. Saha, covering theory through industrial implementation. International Aluminum Extrusion Technology Seminar proceedings provide cutting-edge research from global experts. When evaluating resources, prioritize source credibility, technical depth with specific parameters, currency of information, and alignment with ASTM or ISO standards. Experienced manufacturers like Shengxin Aluminium also provide technical support bridging documentation and practical implementation.




 dịch vụ trực tuyến
dịch vụ trực tuyến 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Việt
Việt English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Українська
Українська