Aluminum extrusions are aluminum shapes made by pushing heated material through a die so it comes out with the same cross-section from end to end.
If you are new to the topic, that definition does most of the heavy lifting. An aluminum extrusion is not one specific part. It is a manufacturing method used to make long, consistent shapes. Those shapes can be simple, like an angle or channel, or more complex, like a framed profile with hollow spaces inside.
In plain English, the die is the pattern, and the metal follows it. A guide from Kloeckner Metals notes that these profiles may be solid, hollow, or semi-hollow. That is why aluminum extrusion profiles show up in such different products, from furniture and appliance parts to structural framing and transportation components. Many people think only of industrial rails, but extruded aluminum is much broader than that.
The basic idea is surprisingly easy to picture. Heated aluminum is pushed through a steel die under pressure. As it exits, it takes on the die opening's shape and keeps that profile along its length. Gabrian compares the process to squeezing toothpaste through a tube, which is a helpful way to understand aluminum extrusion without getting lost in machine details. After the profile comes out, it can be cut, finished, heat treated, or machined depending on the final application.
What matters most for beginners is this: the die controls the shape, so the process is built for consistency. If you need the same section repeated again and again, extrusion makes that possible.
People choose aluminum extrusions because they solve several design problems at once. The material is valued for being lightweight and corrosion-resistant, and the process allows repeatable forms that are useful in both architectural and industrial settings.
That wide range of uses is exactly why first-time buyers get tripped up. A part may be made from extruded aluminum, but the right form could be a tube, a bar, a channel, or a framing profile, and those labels do not mean the same thing.
Many aluminum extrusion shapes look similar in a catalog, which is where costly mix-ups start. A buyer may ask for a tube, receive a framing profile, or choose sheet when a repeated cross-section would have made assembly easier. The safest starting point is simple: look at the shape, then think about how the part will be cut, joined, and used.
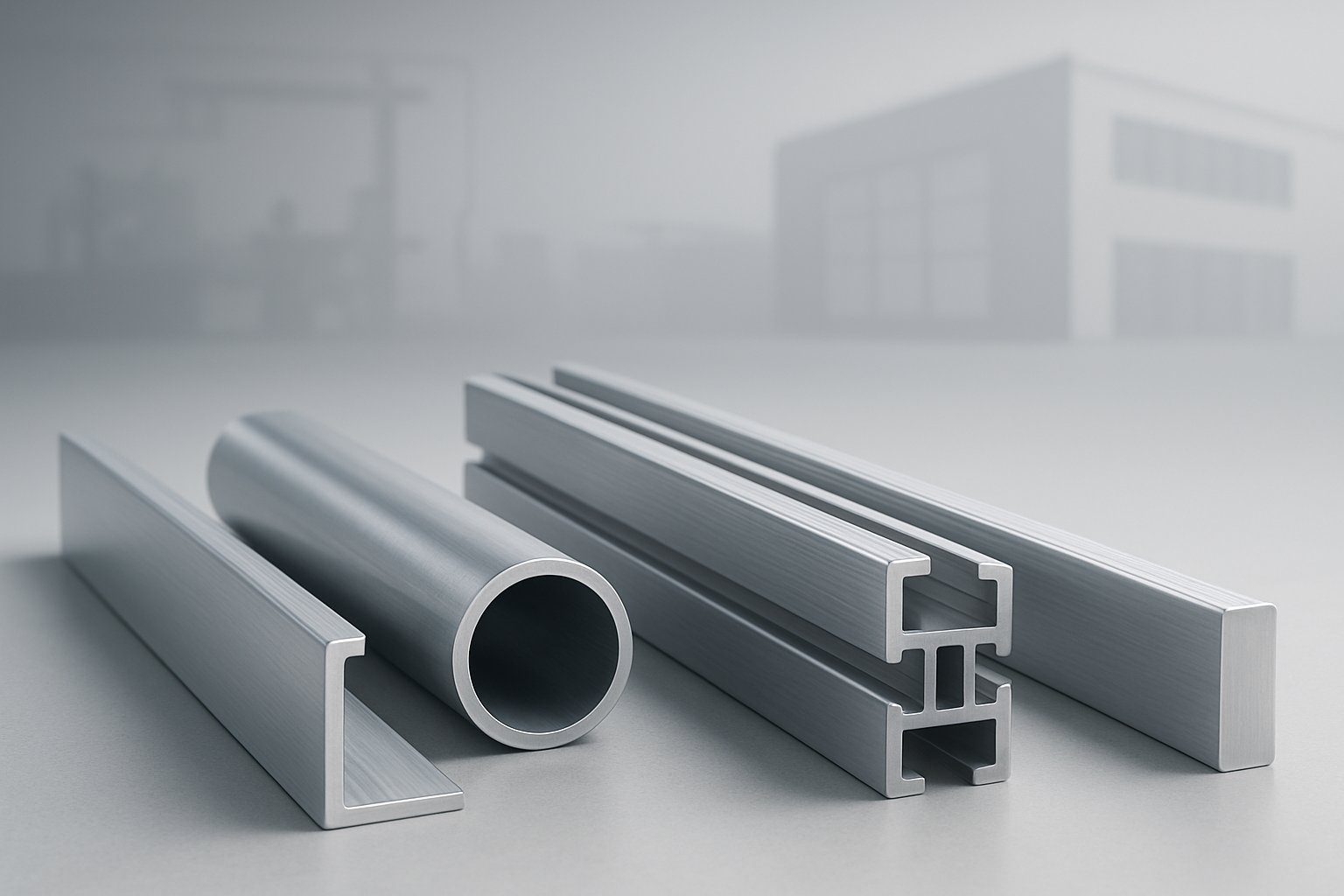
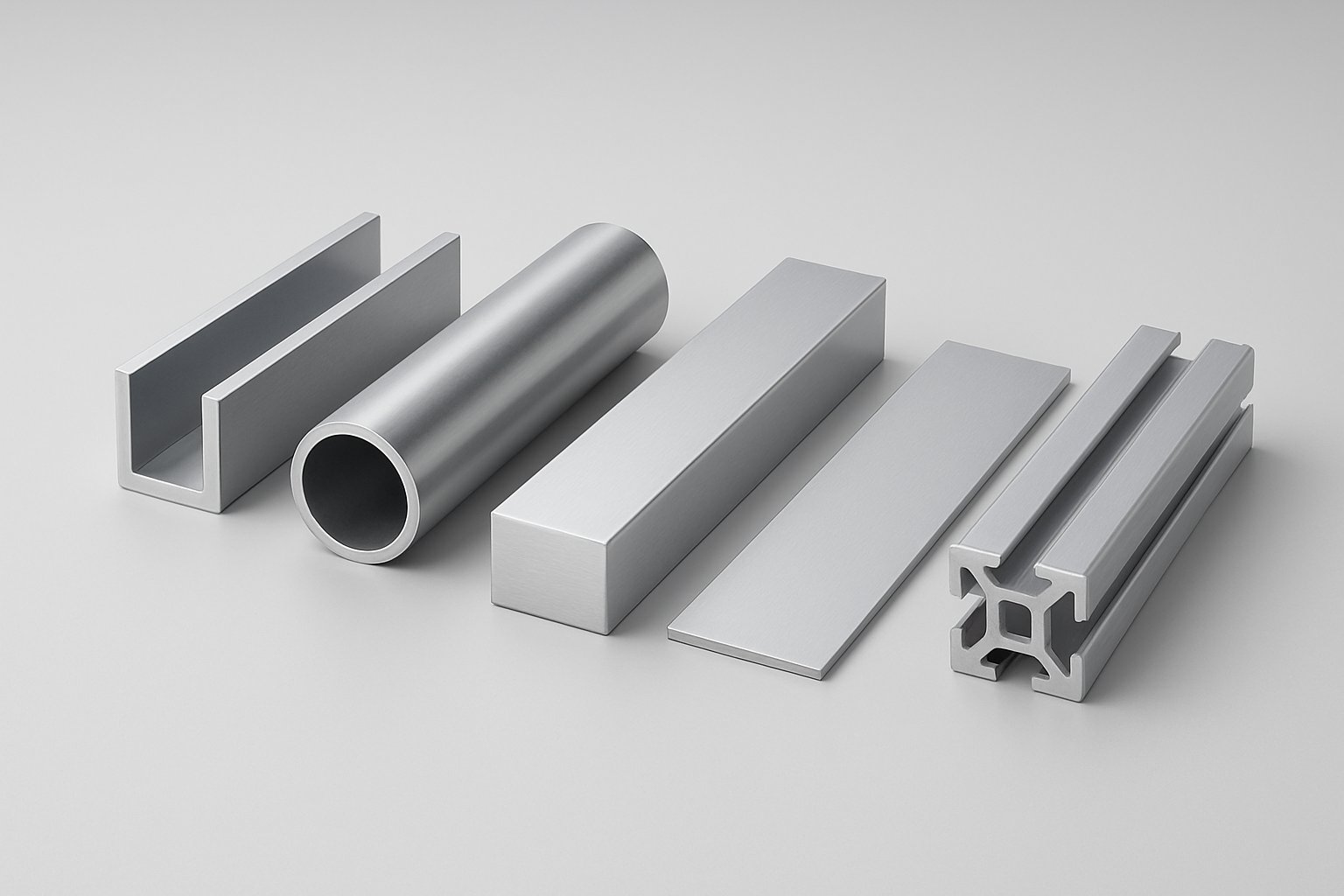
An extrusion is any long shape with the same cross-section from end to end. That means a solid bar, a hollow profile, or an extruded aluminum channel can all come from extrusion. What changes is the geometry.
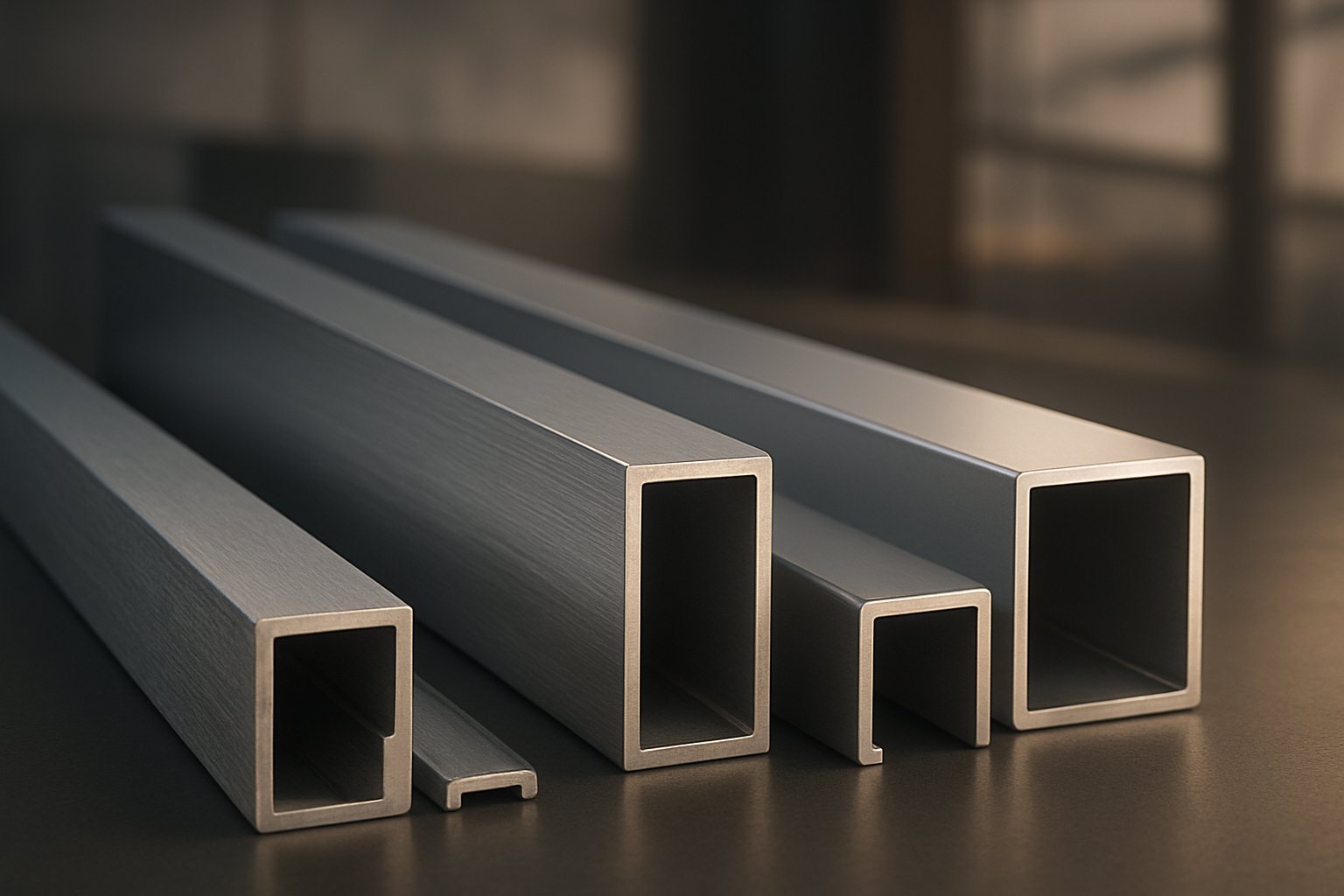
Sheet begins flat and usually needs bending or forming to become a three-dimensional part. Bar is typically a simple solid section. Tube is hollow, so an aluminum tube extrusion makes sense when you want a closed section rather than an open one. Channel stays open on one side, which can make mounting, fastening, or panel support more convenient than a closed tube.
Open profiles include shapes such as channel and angle. They are easier to access with tools and often simpler to attach to other parts. Closed profiles include tubes and box-like sections, which hide internal space inside the profile.
In modular systems, the distinction can get more specific. The item24 guide notes that some profiles are offered with open or closed grooves. Closed grooves help create cleaner outer surfaces, while open grooves make hardware and panels easier to add.
| Form | Key feature | Fabrication implications | Common use cases |
|---|---|---|---|
| Sheet | Flat stock | Usually needs cutting, bending, or stamping | Panels, covers, skins |
| Bar | Simple solid section | Good for machining and basic support parts | Brackets, spacers, machined pieces |
| Channel | Open-sided profile | Easy access for fasteners and edge mounting | Trim, guides, panel edges |
| Tube | Closed hollow section | Enclosed geometry changes how you join and drill it | Rails, guards, supports |
| Modular framing profile | Grooves for hardware | Built around compatible connectors and accessories | Aluminum frame builds, machine bases, workstations |
When people say aluminum framing, they often mean a modular system designed for screw-fastened assembly. The same item24 source describes the appeal in plain terms: low weight, rapid assembly, and flexibility, with screws used where steel structures often rely on welding. That makes an aluminum frame useful when layouts may change, accessories need to be added later, or corrosion resistance matters in everyday service.
Steel systems still fit many projects, but they usually point toward a more permanent fabrication route. With extrusions, shape is only the first filter. Catalog terms such as slot type, profile family, and hardware compatibility decide whether one profile will actually work like another.
That last point about slot type is where many buyers get lost. In a catalog, two profiles can look close in width and height but belong to very different families. One may be a simple channel for trim. Another may be a full framing profile built around nuts, brackets, and panels. That is why a t slot extrusion should be treated as a system, not just a shape.
A T-slot profile is a modular framing extrusion with grooves designed to capture nuts, bolts, and connectors. The Phidgets T-Slot Guide shows common series such as 20 mm, 30 mm, and 40 mm, with hardware matched to each family. The PTSMAKE comparison also separates T-slot from V-slot: T-slot grooves are mainly for structure and fastening, while V-slot grooves are shaped to guide wheels for linear motion.
Many buyers use t slotted aluminum as shorthand for modular framing. Searches for extruded aluminum t slot, 80/20 aluminum, or similar terms usually point to this same idea.
Not every project needs the most modular option. Sometimes a plain channel, angle, or smooth profile is the better fit because it is cleaner, simpler, or easier to hide inside a finished product.
| Profile family | What it looks like | Best-fit uses | Why you would choose it |
|---|---|---|---|
| T-slot framing profile | Slotted faces with room for nuts and brackets | Adjustable frames, machine structures, workstations | Easy to reconfigure and expand with hardware |
| Channel profile | Open-sided section | Trim, guides, panel edges | Simple access for mounting and edge support |
| Angle or corner profile | L-shaped section | Simple corners, guards, edge reinforcement | Useful when you need support without a full framing system |
| Smooth round or rectangular profile | Clean outer surfaces with little or no slotting | Rails, visible supports, minimalist assemblies | Cleaner appearance where accessory mounting is limited |
| Panel-mount or specialty profile | Built-in grooves or shape features for infill | Panel builds, doors, enclosures | Reduces extra parts when panels are central to the design |
Terms like 8020 aluminum extrusion, 80/20 framing extrusion, and 80 20 extrusion usually refer to the modular framing family. Useful phrase, yes. Universal substitute, no.
The 80/20 naming guide explains why similar-looking part names can still belong to different systems. A number may describe an inch-based profile in one series and a metric profile in another. The series changes the meaning. The Phidgets guide shows the same logic on the hardware side: nuts, taps, connectors, and panel reducers are selected by series, not by outside size alone.
That is the quiet reason one piece of t slotted aluminum drops into a project smoothly while another turns into a box of incompatible parts. Shape gets you started. Alloy, temper, and finish decide how that profile will hold up once it is built into the real world.
Two profiles can share the same shape and still perform very differently in service. That usually comes down to three choices: alloy, temper, and finish. In simple terms, alloy is the metal recipe, temper is the strengthening condition after extrusion, and finish is the surface treatment. For any aluminum profile, those decisions affect strength, machinability, appearance, and how the part holds up in the real world.
For many extruded aluminum profiles, the most common comparison is 6061 versus 6063. Material guidance from Eagle Aluminum and the Shengxin guide points to a practical split: 6061 is usually chosen when higher strength and machining matter most, while 6063 is often preferred when a smoother surface and cleaner finish are more important.
Eagle lists minimum T6 strength values of 42,000 psi ultimate tensile and 35,000 psi yield for 6061-T6, compared with 28,000 psi ultimate and 23,000 psi yield for 6063-T6. That is why 6061 shows up in more structural work, while 6063 is common in visible trim, frames, tubing, and other extruded aluminum shapes where appearance carries weight.
A temper label such as T5 or T6 tells you how the aluminum extrusion profile was cooled and aged after extrusion. You do not need to memorize the metallurgy. Just remember the buying logic: if load and machining lead the conversation, look harder at 6061. If finish quality, complex geometry, and visible surfaces lead, 6063 often makes more sense.
Finish is more than a cosmetic upgrade. It changes how an aluminum profile looks, feels, and ages in service. Mill finish keeps the raw extrusion look. Anodizing changes the surface itself. Powder coating adds a separate colored layer. The same extruded aluminum shapes can look industrial in mill finish or much more refined after finishing.
If you are sourcing anodized aluminum material, also think about what happens after fabrication. Cutting, drilling, or tapping after finishing can expose fresh metal at edges and holes, which may change both corrosion behavior and color consistency.
| Option | What it favors | Common best fit | Main tradeoff |
|---|---|---|---|
| 6061-T6 | Strength and machinability | Structural parts, brackets, utility framing | Usually less refined in visible finish than 6063 |
| 6063-T5 or T6 | Smoother surface and finish quality | Architectural trim, frames, visible profiles | Lower strength than 6061 for structural duty |
| Mill finish | Raw look and fewer process steps | Hidden parts or later-finished components | Handling marks and die lines remain more visible |
| Anodized finish | Corrosion resistance, wear resistance, cleaner appearance | Outdoor parts, touch points, visible extrusions | Post-finish machining exposes unfinished edges |
| Powder coat | Color and surface coverage | Decorative or color-matched applications | Behaves differently from anodizing in repair and edge wear |
CMT Finishing describes anodizing as an electrolytic passivation process that thickens aluminum's natural oxide layer. Because that layer becomes part of the metal instead of sitting on top like paint, it improves corrosion resistance, adds wear resistance, and avoids the peeling or chipping problems associated with some surface coatings.
One detail still decides whether the part works: size. The right alloy and finish help a profile last, but profile series, wall thickness, and hardware fit determine whether it actually belongs in the assembly you are building.
Alloy and finish tell you how a profile will look and wear. Size and series tell you whether it will actually fit the frame, fasteners, and panels you plan to use. This is where many buying mistakes happen, because part numbers look simple but often hide different measurement systems and hardware ecosystems.
In many catalogs, labels such as 2020 extrusion, 3030 extrusion, and 4080 aluminum extrusion describe nominal outside size, but not always in the same unit system. The 8020 naming guide highlights a common trap: a 10 Series 2020 is a 2.00 in x 2.00 in profile, while a 20-2020 profile is 20 mm x 20 mm. That is why 2020 aluminum extrusion dimensions should never be guessed from the four digits alone.
The same pattern shows up with smaller profiles. A 1010 aluminum extrusion in an inch-based catalog usually points to a 1.00 in x 1.00 in profile. In an 80/20 15 series family, names like 1515 refer to a 1.50 in x 1.50 in profile. Metric systems often keep the series visible, such as 30-3030 for a 30 mm x 30 mm profile. Even so, naming is not universal across all suppliers, so the drawing and hardware notes matter more than the shorthand.
Outside size affects more than appearance. Larger profiles usually bring more stiffness, more room for connectors, and larger slot hardware. The PTSMAKE guide notes that thicker walls add weight but also increase strength and rigidity. In practical terms, that means:
That last point gets overlooked all the time. Two profiles can share the same footprint and still behave differently in service, especially when machining, long spans, or repeated loading enter the picture.
A Raptor overview notes that imperial extrusions often use four-character part numbers, while metric versions commonly show the series first and then the size. That clue helps, but it is still not enough to buy by shorthand alone.
| Catalog label | Typical meaning | Compatibility questions | Selection consideration |
|---|---|---|---|
| 1010 aluminum extrusion | Often inch-based 1.00 in x 1.00 in profile | Is it truly 10 Series, and which nuts fit the slot? | Useful for compact builds when matching hardware is available |
| 2020 extrusion | Could be inch-based 2.00 in x 2.00 in in some catalogs | Is this imperial shorthand or part of another system? | Confirm 2020 aluminum extrusion dimensions in supplier drawings |
| 20-2020 | Typically metric 20 mm x 20 mm | What slot width, fasteners, and panel inserts fit? | Common for light modular framing |
| 30-3030 or 3030 extrusion | Usually 30 mm x 30 mm in metric systems | Is the series clearly stated on the datasheet? | Often a middle ground between compact size and added rigidity |
| 40-4080 or 4080 aluminum extrusion | Typically 40 mm x 80 mm rectangular profile | Which axis will carry the load, and is it lite or standard wall? | Orientation affects stiffness and accessory layout |
| 80/20 15 series | Inch-based family built around a 1.50 in base | Will it accept 15 series connectors, panel retainers, and end fasteners? | Do not mix it with nearby metric sizes just because they look close |
A quick size check saves money, but the smarter check is full system compatibility: profile family, slot size, wall thickness, hardware, panel fit, and machining plan. Those details start to matter even more when the profile leaves the catalog page and gets cut, drilled, tapped, and assembled.
A profile can look perfect on a drawing and still become awkward in the shop. Cutting, drilling, tapping, and joining bring out a different set of problems: blocked slots, wrong hardware, poor tool access, and finish damage. That is why many aluminum extrusions fail in practice for assembly reasons, not shape reasons.
Most builds need secondary work before final assembly. Common steps include cutting to length, drilling clearance or access holes, machining ends, adding a tapped hole for end-fastener joints, and preparing brackets or panel-retention features. Sinoextrud lists bolts, T-nuts, screws, and rivets among the most common joining methods. A screw driven into a tapped end can give a cleaner look and keep the slot open, but it also requires accurate machining and is harder to adjust later.
This is where an aluminum framing system often succeeds or fails. FramingTech notes that hardware is usually chosen by T-slot width first, then by thread size. T-nuts and T-bolts are common, while roll-in and drop-in nuts can be inserted after assembly. Some of those nuts use ball-springs, leaf-springs, or set screws to hold position in vertical slots, which is useful when mounting panels or plates.
If an aluminum extrusion rail may later carry guards, sensors, or infill panels, slot access cannot be an afterthought. The same issue shows up with an aluminum t slot rail: hidden brackets may improve appearance, but they can block the groove needed for panel hardware. For modular builds, extruded aluminum connectors are often a better fit than welding because they preserve adjustability and avoid heat-related distortion, another point highlighted by Sinoextrud.
Surface finish changes the fabrication order. FONNOV recommends finishing after CNC machining for most parts, especially appearance parts. Finishing before machining can cost less, but the cut area remains mill finish, and fixtures or aluminum shavings may damage nearby coating. That matters on visible members, including extruded aluminum rails used in enclosures, displays, and architectural work.
There is a real design tradeoff here. Clean surfaces favor hidden joints and fewer visible slots. Highly modular assemblies favor open grooves and easy hardware access. When those goals pull in opposite directions, fabrication needs start to tell you whether a stock profile is enough or whether the project needs something more tailored.

Sometimes the fabrication headaches are the real clue. If a stock profile needs layers of brackets, cosmetic covers, or repeated machining just to behave the way the design wants, the issue is usually not the fastener. It is the profile choice.
Paramount Extrusions describes stock material as standard shapes kept in inventory, which makes standard aluminum extrusions a practical fit for prototypes, replacement parts, and simple structural work. Trouble starts when the catalog shape only works after a chain of compromises.
People asking where to buy aluminum extrusion often focus on speed first. A better filter is whether the profile reduces assembly work or simply moves cost into drilling, tapping, and hardware fixes.
Gabrian notes that custom work becomes useful when a project needs non-standard shapes, specialized finishes, uncommon alloys, or several functions combined in one section. That can mean one profile carries mounting features, panel support, and a cleaner visible face at the same time. In the right application, that is more valuable than finding the cheapest extruded aluminum for sale.
The tradeoffs are straightforward: a custom die adds tooling cost, first-run lead time, and usually some minimum order commitment. Even so, custom profiles often make more sense for repeat production, visible architectural parts, or industrial components where stock workarounds keep multiplying.
An aluminum extrusion profiles catalog is most helpful when you read it like a decision tool, not a shopping list. Check the actual drawing, available alloys and finishes, fabrication support, lead time, and whether the supplier can review manufacturability early. Gabrian stresses that early engineering input helps catch design issues before production, which is especially useful when buyers are deciding where to buy extruded aluminum or comparing aluminum extrusions for sale.
| Path | Best fit | What it can save | What to confirm |
|---|---|---|---|
| Custom catalog example: Shengxin Aluminium | Architectural and industrial projects needing tailored geometry plus finish options | May reduce extra parts when a custom profile, anodizing, and appearance needs are handled in one source | Drawing review, finish choice, fabrication needs, lead time, and application fit in the Shengxin Aluminium catalog |
| Stock profile | Simple builds, repairs, prototypes, common framing or trim needs | No die cost and faster availability | Whether the standard shape truly fits without major rework |
| Modified stock | A common profile that only needs limited cutting, drilling, tapping, or finishing | Less commitment than full custom | Whether secondary machining erases the cost or lead-time advantage |
| Full custom profile | High-volume parts, unique geometry, integrated features, or strong appearance demands | Can reduce assembly steps and combine multiple functions into one profile | Tooling cost, minimum order quantity, and how the die design affects manufacturability |
The right source is rarely the one with the longest catalog. It is the one that matches the application, the production plan, and the level of customization the part actually needs. Those checks become much easier when turned into a short ordering checklist.
By the time you open a supplier catalog, the part should already be mostly defined. Guidance from PTSMAKE puts the focus where it belongs: application needs, load, environment, connection method, and finish. That approach works because it forces you to decide what the profile must do before you decide what it should look like.
Choose function first. Use the catalog to confirm fit, not to guess it.
Small mismatches cause big delays. Parco shows why: 10 and 15 Series are fractional, while 30, 40, and 45 Series are metric, and those series connect to different slot ecosystems. That means extruded aluminum framing cannot be selected by outside dimensions alone. Many extrusion profiles look close on the page, but the wrong series can derail fasteners, panels, and accessories. Always compare slot family, connector type, and actual drawings, especially when reviewing extruded aluminum sizes across suppliers.
Match the hardware ecosystem, not just the width and height.
A good catalog should answer final-fit questions clearly: drawing, alloy, finish, cut length, machining support, and custom options. If your checklist points toward a tailored solution, Shengxin Aluminium is one resource worth comparing for custom profiles, anodized finishes, and architectural or industrial applications. You can review its catalog alongside other suppliers using the same filter: verified specs first, sales claims second.
That is the simplest way to avoid costly profile mistakes. Buy from confirmed compatibility, realistic fabrication plans, and supplier documents that prove the part will fit the job.
Aluminum extrusions are long aluminum shapes made by forcing heated metal through a die so the same cross-section repeats from one end to the other. That process is useful when you need consistent geometry, low weight, corrosion resistance, and shapes that can later be cut, drilled, machined, or finished for architectural and industrial use.
Extrusion describes how the shape is made, while tube, bar, channel, and sheet describe the form you receive. A tube is a closed hollow section, a bar is usually solid, a channel is open on one side, and sheet starts flat and normally needs bending or forming. The right choice depends on how the part will be joined, whether tool access matters, and whether you need built-in grooves or simple clean geometry.
Choose 6061 when the project leans more toward strength, machining, and utility-focused structural parts. Choose 6063 when surface appearance, smoother visible faces, and anodized finish quality matter more. Many buyers narrow the decision faster by asking one question first: is this profile mainly carrying loads, or is it also part of the finished look?
Check more than the outside dimensions. Confirm the series, slot family, metric or imperial system, matching nuts and brackets, panel compatibility, and access for assembly tools. Two profiles can look almost identical in a catalog but still use different hardware ecosystems, which is why slot size and connector fit should be verified from supplier drawings before you buy.
Custom sourcing becomes the better path when stock shapes need too many brackets, cosmetic covers, or repeat machining steps to do the job. It is especially useful for unusual geometry, integrated panel retention, cleaner architectural surfaces, or machine parts tailored to a specific layout. If you are comparing extruded aluminum for sale, look for suppliers that can support profile review, alloy and finish options, and custom fabrication paths; Shengxin Aluminium is one catalog resource worth reviewing when those needs apply.




 dịch vụ trực tuyến
dịch vụ trực tuyến 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Việt
Việt English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Українська
Українська