If you are asking what is aluminum profile, think of a shaped piece of aluminum built for a job. In a catalog, that might mean a structural member, trim, channel, tube, flat bar, frame part, or custom section. The language can sound technical, but most buyers are really choosing shape, connection style, and surface finish.
An aluminum profile is a long aluminum section with a defined cross-section, usually made by extrusion, for frames, trims, supports, enclosures, bars, and custom parts.
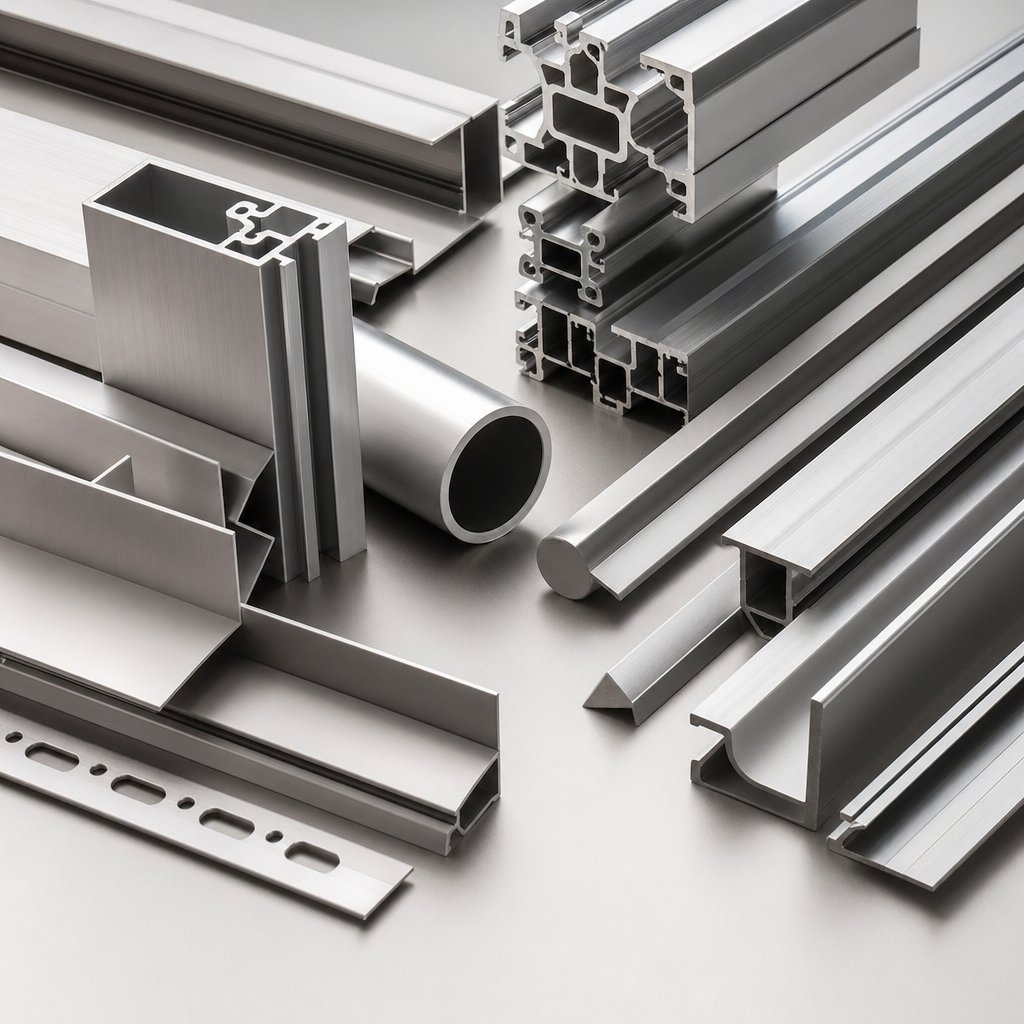
"Profile" describes the shape you buy and the role it plays. One aluminum profile type may be a simple angle or U channel. Another may be a hollow tube or a detailed window section with multiple edges and cavities. In plain English, it is the piece that gives a product its edge, skeleton, or mounting surface.
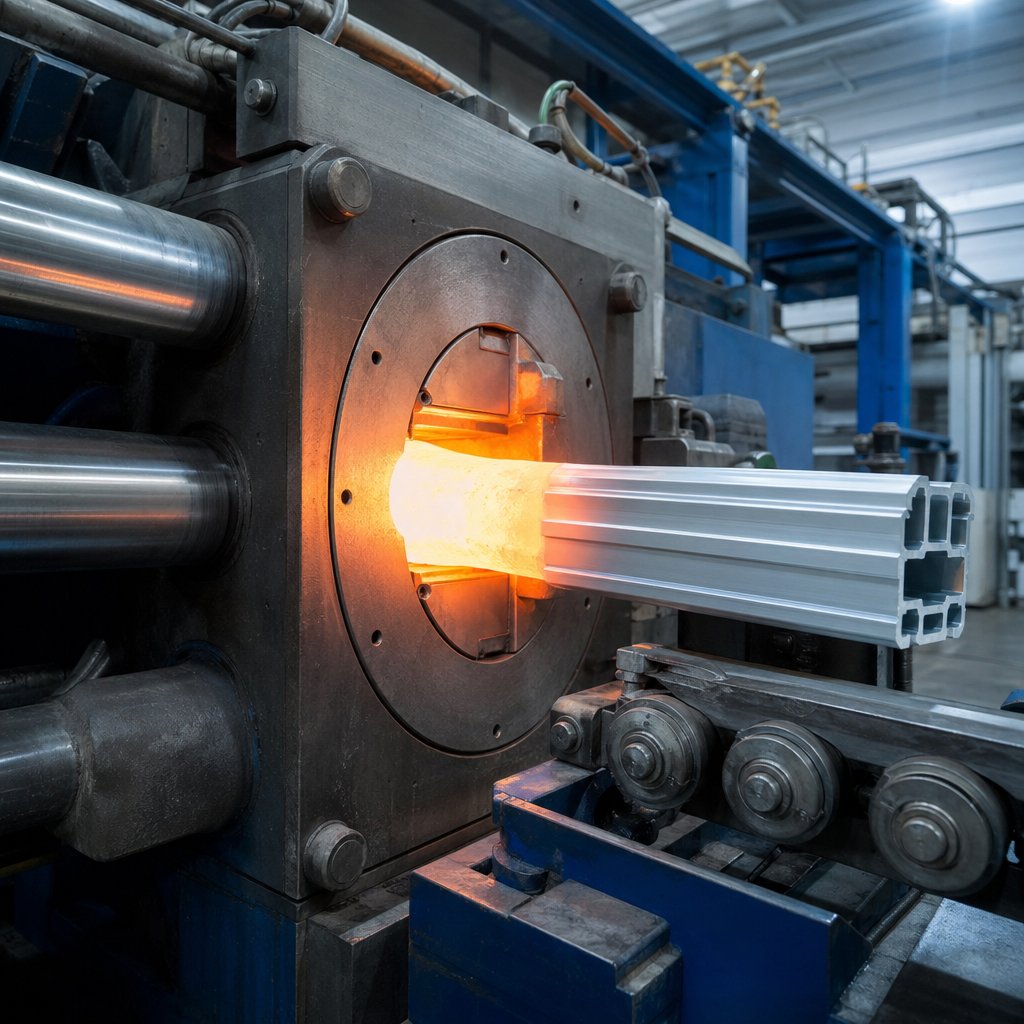
Most aluminum profiles used in construction, machinery, displays, and modular systems are made as aluminum extrusion profiles. Heated aluminum is pushed through a die, and the metal exits in a repeatable shape. That is why people often treat "profile" and "extrusion" as the same thing. They are connected, but not identical. Extrusion is the process. The profile is the shape that comes out.
A T-slot member, decorative trim, square tube, or custom section can all be extruded. Catalogs also group bars, tubes, and special sections together because buyers compare them the same way, by shape, size, alloy, and finish.
That basic vocabulary makes catalogs less intimidating and mistakes less likely. It also hints at the bigger issue behind fit, finish, and cost: geometry and surface quality start taking shape long before a part reaches the price list.
Catalog terms like slot, hollow, corner, and face may sound simple, but those details are created in the press, not just in the drawing. In aluminum extrusion, the die, billet preparation, cooling, and finishing route all affect whether a section stays straight, holds tolerance, and looks clean enough for visible use. That is why two shapes that seem similar on paper can perform very differently in the field.
The die controls more than outline. It also influences how evenly the metal flows. Balanced wall thickness usually improves extrudability, while big differences between thick and thin areas can increase the risk of twisting, bending, or uneven surfaces. The AEC design guidelines also warn against deep, narrow tongues, excessive hollows, and strongly asymmetrical details, because those features make shapes harder to extrude consistently.
Corner expectations matter too. Silver City notes that radii below 0.005 inch are not achievable due to die-tooling limits. Size affects cost as well. AEC notes that most common sections are under 12 inches in circumscribing circle diameter, and many are most economical in the 1 to 10 inch range. Those constraints help explain why some extruded aluminum profiles need small geometry changes before they become practical.
Every downstream step leaves a mark on performance. Cooling and straightening affect whether long members stay true. Cutting influences how cleanly end caps or brackets seat. Machining adds holes and threads, but it also requires allowance in the original aluminum extrusion profile. Surface treatment changes corrosion behavior and how scratches, fingerprints, or color variation appear on visible faces. In short, extruded profiles are shaped twice: first by the die, then by the operations that follow.
Production choices are design choices. If the process struggles with a slot, hollow, or visible face, the finished part usually shows it in fit, finish, cost, or all three.
That difference becomes easier to spot when you compare the major profile families on the market, because each one pushes the process in its own way.
Buyers usually get better results when they start with the job, not the catalog name. The same market may offer trims, channels, grooved framing, glazing sections, and plain bars, yet each family solves a different problem. A compact display stand, a machine guard, and a curtain wall may all use aluminum, but they should not be sourced the same way. That is where many fit and cost mistakes begin.
A practical way to sort options is to group them by how they look, how they assemble, and how much hardware support they have. Some shapes are built to become a modular aluminum frame. Others are mostly there to finish an edge, hold glass, or act as a simple support.
| Profile family | Visual character | Assembly method | Accessory compatibility | Common use categories |
|---|---|---|---|---|
| Structural T-slot framing | Square or rectangular members with visible grooves | Bolt-together with T-nuts, corner brackets, plates, and end fasteners | High within the same slot series | Industrial framing, workstations, machine guards, carts, enclosures |
| Mini modular profiles | Smaller grooved members for compact builds | Similar to T-slot systems, but scaled down | Good if hardware matches the profile series | Retail displays, light automation, desktop fixtures, small frames |
| Decorative trims and edge sections | Clean, slim, finished faces | Clip-in, adhesive, screw-fixed, or panel-retained | Usually limited and application-specific | Signage, panel edging, cabinets, retail fixtures |
| Window and facade sections | Multi-cavity shapes with narrow sightlines | System assembly with gaskets, glazing beads, pressure parts, and seals | High inside one tested system, low across unrelated systems | Storefronts, curtain walls, building facades, each aluminum window profile application |
| General-purpose bars, angles, channels, and tubes | Simple, familiar geometry | Cut, weld, bolt, screw, or machine | Broad but less specialized | Brackets, supports, trim backers, custom bases, basic frames |
Modular grooved systems earn their keep when layouts change, accessories matter, and field assembly needs to stay simple. In the market, people often use 80/20 aluminum, 8020 aluminum extrusion, or 80/20 framing extrusion as shorthand for this style of profile. What really matters, though, is slot size, series, and hardware fit. A 2020 aluminum extrusion can be useful for light-duty frames and compact fixtures, while larger series are more at home in work cells and guarding. If you need frequent reconfiguration, sensor mounts, panel inserts, or quick repairs, this family is usually the easiest path to an adaptable aluminum frame.
For machine bases and protective enclosures, structural modular profiles are often the clearest choice. For displays or finished edges, decorative trims and simple tubes can look cleaner and cost less than bulky grooved members. Facade and glazing work sits in a different lane. In curtain wall systems, the profile is part of a non-structural exterior envelope designed around sealing, drainage, and movement, not just easy bolt-up assembly. That makes window and facade sections far less interchangeable than industrial framing.
Shape family gets you close, but not all sections with the right outline behave the same once strength, machinability, and finish quality enter the decision.

A profile family gets you to the right shape, but alloy and temper decide how that shape behaves. Two parts can share the same cross-section and still differ in strength, finish quality, machining response, and corrosion performance. That is why smart selection starts with the job itself, not just the drawing. If you are choosing an aluminum frame material for a visible facade, a machine base, or a modular assembly, the material choice changes the outcome as much as the geometry does.
In extrusion work, 6xxx alloys are common because they balance strength, corrosion resistance, and extrudability. Inside that family, though, the balance shifts. A useful alloy comparison shows the broad pattern: 6063 is known for smooth surfaces and easy extrusion, 6061 is a versatile structural and machining alloy, and 6082 pushes higher strength for heavier-duty use but is harder to extrude into thin, intricate shapes.
That tradeoff matters in real buying decisions. Many global catalogs list these parts as aluminium sections, yet the plain-English rule is simple. If appearance, corrosion resistance, and complex hollows matter most, 6063 is often the safest fit. If the part needs more machining, brackets, or general structural use, 6061 usually makes better sense. If you are evaluating structural aluminum extrusion profiles for more demanding loads, 6082 deserves attention because it is one of the strongest options in the 6000 series.
Using typical T6 data from that same reference, here is a buyer-friendly comparison:
| Alloy | Typical T6 yield strength | Finish friendliness | What it does best | Common application fit |
|---|---|---|---|---|
| 6063 | About 240-270 MPa | Excellent | Extrudes easily into thin, precise, clean-looking shapes | Architectural profiles, doors, curtain walls, aluminum window frame extrusions |
| 6061 | About 276 MPa | Fair to good | Balances strength, weldability, and excellent machinability | General structural parts, machined components, frames, enclosures |
| 6082 | About 340-350 MPa | Fair | Favors strength over easy extrusion of delicate detail | Heavy transport frames, machinery bases, marine and load-bearing members |
For a visible extruded aluminum window frame, 6063 usually wins because it supports cleaner surfaces and more intricate cavities. 6061 can work when strength and machining matter more than top-tier appearance. 6082 is usually better reserved for thicker members where load is the main concern, not a slim sightline.
Temper tells you how the alloy was treated after forming, and it can change performance more than many buyers expect. The overview from Alu4All and the T5 vs T6 guide from Engineering Express make the difference clear.
T5 is cooled from the shaping process and then artificially aged. It generally offers good strength, good formability, better dimensional stability after extrusion, and lower residual stress. That helps with thin or complex shapes where straightness and appearance matter. T6 is solution heat treated and artificially aged. It gives higher strength and stiffness, which is useful for load-bearing parts, but the quenching involved can increase internal stress and the chance of distortion in tight-tolerance sections.
Engineering Express lists 6063-T5 at about 21 ksi yield strength and 6063-T6 at about 31 ksi. That gap explains why the same 6063 section can behave very differently in service. A second extruded aluminum window frame may look identical on a quote sheet, yet temper can change stiffness, deflection, and manufacturing risk. Material choice sets the direction, but the final success of a part still depends on details like wall thickness, hole placement, and how the load moves through the section.
This is where a good-looking section either proves itself or starts creating hidden cost. A profile can have the right alloy, the right finish, and the right catalog shape, yet still cause trouble once it spans a distance, gets machined, or carries an off-center load. Buyers who skip these checks often end up paying for shims, rework, vibration fixes, or replacement parts later.
Start with the load path, not the outline. SinoExtrud frames profile selection around load type, direction, span length, safety factor, and deflection rather than static weight alone. That matters because an open channel, a T-slot member, and a hollow box can share similar outside dimensions but behave very differently in bending and torsion. The same source also notes that closed and semi-closed sections with thicker walls generally distribute stress better and resist twisting more effectively than open shapes.
That is why comparing aluminum extrusion sizes by outer width alone can mislead you. A larger section with thin walls may underperform a smaller, better-balanced one. In practice, section height, wall placement, and where the force enters the member often matter more than the catalog photo.
Wall thickness affects buckling resistance, joint strength, fatigue life, and machining margin. Tolerance strategy matters just as much. Hydro notes that dimensions vary across an extrusion run and that tighter tolerances increase cost. The same article highlights profile design, wall thickness, alloy, temperature, die design, extrusion speed, cooling, and microstructure as factors that influence achievable tolerances. In plain English, demanding very tight fit everywhere raises price, while letting every dimension float invites fit-up issues.
Deflection deserves its own check. SinoExtrud notes that many functional limits are governed by deflection ratios such as L/200 or L/300, because frames often fail by misalignment or vibration before they fail by fracture. A taller section can cut bending more effectively than simply choosing a wider one.
Connection style can change the best section entirely. Bolt-through joints need clearance holes. Direct threading needs enough material for a tapped hole. Slot-based systems need compatible groove geometry. Even a simple fastener decision can shift the design. In the TR Fastenings recommendations, an M5 thread uses a 4.2 mm tapping drill and a 5.5 mm clearance hole, while M6 uses a 5.0 mm tapping drill and a 6.6 mm clearance hole. A quick metric bolt size chart is useful for detailing, but it should support review, not replace it.
The same caution applies when teams mix reference systems. One person may be using a metric bolt size chart, another may be checking a machine screw diameter chart, and the supplier may be modeling metric bolt dimensions only. That is an easy way to end up with oversized holes, weak thread engagement, or hardware that looks right on paper but does not assemble cleanly in the shop.
Do not rely on load claims, span tables, or connection capacities unless the supplier can provide source documentation, calculations, or test data.
Those engineering checks narrow the field fast. They also expose something buyers often postpone until too late: surface treatment can change not only appearance, but also how the part handles wear, touch, and long-term exposure.
A section can be strong, straight, and perfectly machined, yet still feel cheap or fail early if the surface is wrong. Finish choice affects scratch visibility, corrosion behavior, touch feel, and whether a part still looks good after months of handling. That matters even more on visible assemblies such as enclosures, facades, and aluminum window extrusions, where the eye notices surface flaws long before the structure gives up.
The biggest split is simple. Anodizing changes the aluminum surface itself. Powder coating covers it with a cured film. In the Protolabs guide, anodizing is described as a thin oxide layer that preserves a metallic look and has minimal effect on tight dimensions, while powder coating typically builds a thicker 50 to 150 µm layer that adds stronger color coverage and impact resistance. That difference shapes both appearance and fit.
| Finish type | Appearance | Durability emphasis | Best fit |
|---|---|---|---|
| Mill finish | Raw, matte, untreated metal | Lowest cosmetic protection | Hidden parts, internal frames, pieces that will be further processed |
| Brushed | Fine-line texture, lower reflectivity, metallic look | Improves visual consistency more than heavy protection | Interior panels, appliances, trim, decorative faces |
| Anodized | Metallic, satin to semi-gloss, can be clear, bronze, champagne, or black | Strong corrosion and wear resistance with low build-up | Architectural members, hardware, visible industrial parts, many window systems |
| Powder coated | Smooth or textured, broad color range, matte to gloss | Good weathering and impact resistance with full color coverage | Residential and commercial exteriors, guards, housings, frames needing a specific color |
If you want an anodized aluminum material look, choose anodizing when metallic character, low maintenance, and tighter mating surfaces matter. If the project needs a bold brand color or a true white aluminum profile, powder coating is usually the better answer. Protolabs notes that white does not anodize well as a true white, so coating or painting is the practical route.
Brushed surfaces, summarized in the Wrisco overview, are mostly about appearance. They cut glare and soften fingerprints, so they make sense for interior decorative parts. Mill finish is the opposite. It is economical, but best kept to concealed or secondary uses. For aluminum window extrusions, anodized and powder-coated options usually deserve the most attention because weather, touch, and sightlines all matter at once.
That is where finish decisions start blending into sourcing decisions. A standard section may be fine structurally, but unusual colors, masking zones, decorative faces, or multi-step surface requirements often decide whether a stock item still works or a custom route makes more sense.

Finish requirements often push buyers toward custom too early. That can be expensive. Just as often, a stock section gets stretched past its limits with extra machining, filler parts, and awkward brackets. The smarter move is usually the one that removes the most complexity, not the one that sounds more specialized.
Eleanor Aluminium describes standard sections as pre-designed shapes that are readily available and more cost-effective because they avoid new die expense. Wellste shows how broad that off-the-shelf range can be, from angle, channel, flat bar, and T bar to framing and trim. In plain terms, standard aluminum profiles are usually the better choice when a common shape already solves the job, light cutting or drilling is enough, and speed matters.
This is where standard aluminum extrusion profiles earn their keep. They are easier to source, easier to compare, and often easier to replace later. If your project also depends on stocked lengths, repeat orders, or familiar fabrication routes, stock aluminum extrusion profiles usually reduce both risk and admin work. A quick scan of an aluminum extrusion profile catalog can save weeks of unnecessary redesign.
Custom becomes worth the effort when standard geometry keeps forcing compromises. The same Eleanor guide notes that custom aluminum extrusion profiles make sense when you need precise dimensions, unique designs, specialized functionality, or improved integration with surrounding parts. That usually shows up in real projects as repeated adapters, heavy post-machining, cosmetic covers, or visible faces that need a cleaner, more intentional look.
There is a tradeoff. Custom routes involve design work, die creation, and longer lead times. Still, well-planned custom aluminium profiles can reduce part count, cut waste, and improve fit when a stock shape would need too many workarounds. For buyers comparing both paths, a broad supplier page such as Shengxin Aluminium can be useful as a practical research tool because it shows finished and custom-oriented options in one place. The point is not to assume custom is better. It is to see whether finish range, shape variety, and application fit already cover the need before paying for tooling.
A solid RFQ follows the same core inputs highlighted in the Custom Profiles checklist. The clearer your package, the more meaningful the quote.
If length matters, say so clearly. Custom Profiles notes that sections are normally extruded in lengths between 3.0 and 6.5 meters and then recut as needed. That small detail alone can affect freight, yield, and shop handling. Clean quote inputs do more than speed up pricing. They turn scattered product research into a decision process you can repeat across catalogs and suppliers.
A clean RFQ is useful only when you apply it the same way every time. The safest buying path starts with the job the part must do, then narrows through section type, material, finish, engineering review, and supplier proof. That keeps attractive listings from winning over actual fit and performance.
Use function as the filter. A facade mullion, machine guard, retail fixture, and modular frame may all be aluminum, but they do not need the same profile family or supplier capabilities.
If a standard section works cleanly, keep it standard. If you keep adding adapters, heavy machining, or cosmetic covers, custom may be cheaper in the end. That matters even more when buying aluminium profile online, where product pages often show shape and color but not tolerance strategy, accessory fit, or downstream process control.
When comparing aluminum profile suppliers, look for evidence instead of marketing language. The scoring model from Aluphant is a practical screen: process capability, quality management, delivery reliability, technical support, and financial or ESG stability. If you are reviewing industrial aluminum profiles exporters, ask whether they can show sample reports, alloy verification, coating measurements, and traceability records.
An aluminum profile is the shape you specify for the job, such as a T-slot member, channel, tube, trim, or window section. Aluminum extrusion is the production method commonly used to create that shape by forcing heated metal through a die. Buyers often use the terms as if they mean the same thing, but separating the shape from the process makes supplier comparison much easier.
Start with the main priority of the part. 6063 is usually the safest pick for visible, more intricate sections because it supports cleaner surfaces and finish quality. 6061 is a strong all-round choice when machining and general structural use matter. 6082 is better suited to more demanding load-focused applications where higher strength matters more than delicate geometry or premium cosmetic appearance. Temper should be checked alongside alloy because it can change stiffness, machining behavior, and distortion risk.
Use a T-slot aluminum profile when the assembly needs to stay modular. It is especially useful for workstations, machine guards, enclosures, carts, and frames that may need brackets, panels, sensors, or future layout changes. If the design is fixed and simple, a plain bar, angle, tube, or channel is often more economical and can give a cleaner result with less hardware.
In many projects, yes. A standard aluminum profile is usually the smarter option when a stocked section already solves the problem with only basic cutting or drilling. Custom becomes worthwhile when standard shapes force repeated adapters, heavy post-machining, or visible compromises in fit and finish. Reviewing a broad aluminum extrusion profile catalog, including suppliers such as Shengxin Aluminium, can help you see whether existing finished and custom-ready options already meet the requirement before new tooling is considered.
Confirm the cross-section, slot or groove compatibility, alloy, temper, finish, cut length, machining operations, and the dimensions that truly need tight control. It is also wise to ask for a sample or prototype when appearance or assembly fit is important. If you are comparing aluminum profile suppliers or industrial aluminum profiles exporters, request evidence of material verification, finish consistency, packaging quality, and traceability so the order can be repeated reliably.




 dịch vụ trực tuyến
dịch vụ trực tuyến 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Việt
Việt English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Українська
Українська