When you think about shaping metal into hollow cylindrical forms, the aluminum tube extrusion process stands apart as a remarkably precise manufacturing method. But what is aluminum extrusion exactly, and why does the tube-making variant deserve special attention? Unlike solid profile production, creating an extruded aluminum tube requires forcing heated aluminum billets through specially designed dies equipped with mandrels—internal tools that define the hollow cavity as metal flows around them.
Aluminum tube extrusion is a specialized manufacturing process that creates seamless hollow cylindrical profiles by pressing heated aluminum billets through dies with internal mandrel supports, causing the metal to split, flow around the supports, and fuse back together in a welding chamber before emerging as a continuous tube.
For engineers specifying components, procurement specialists sourcing materials, and manufacturers building precision assemblies, understanding this process isn't just academic—it directly impacts product performance, cost efficiency, and lead times. This article takes a process engineering angle, explaining WHY each step matters for tube quality rather than simply describing WHAT happens.
Imagine squeezing play-dough through a shaped opening. For solid profiles, that's essentially the concept—aluminum flows through a flat die opening and emerges as a continuous shape. Simple enough. But how do you create a hollow section without the cavity collapsing?
This is where tube extrusion becomes fundamentally different. To define extrude in the context of hollow profiles, you must account for specialized tooling that solid extrusion never requires. According to technical experts at SinoExtrud, hollow dies consist of several integrated parts: a mandrel that defines the void, a die cap that defines the outer contour, legs or bridges to support the mandrel, and backing tooling to bear the immense pressure.
The critical difference? In tube extrusion, aluminum must split into multiple streams, flow around internal supports, then rejoin and weld back together before exiting the die. This metal-flow behavior introduces complexities that solid profiles simply don't face—including weld line integrity and wall thickness uniformity.
You might wonder: why can't manufacturers just punch out the center after extrusion? The answer lies in efficiency and structural integrity. Mandrels create the internal void during extrusion itself, eliminating secondary operations while producing seamless tubes with superior mechanical properties.
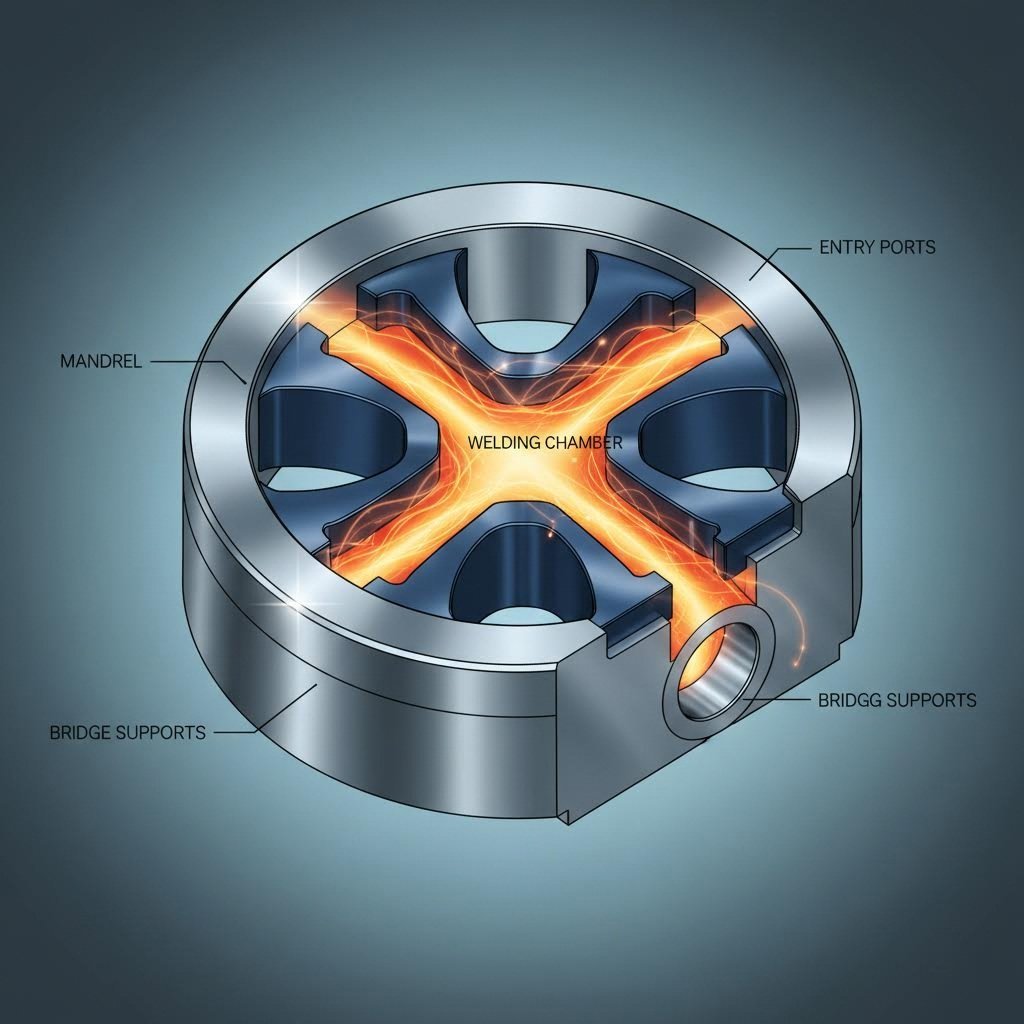
Here's how mandrels work within porthole or bridge die systems:
What is an aluminum extrusion without proper mandrel design? Potentially a failed product. If the mandrel isn't precisely aligned or the bridge geometry isn't optimized, you'll see uneven wall thickness, weak weld lines, or even cavity collapse. Research has shown that altering port bridge structure and welding chamber height in porthole dies directly improves wall thickness variation and extrusion speed.
Throughout this article, you'll discover how each process variable—from billet temperature to cooling rate—influences the final tube's dimensional accuracy, surface finish, and structural performance. Whether you're evaluating suppliers or optimizing specifications, understanding these engineering fundamentals will help you make better decisions for your precision tube requirements.
Ever wondered what determines whether a manufacturer can produce your specific tube dimensions? The answer starts with understanding the aluminum extrusion press and its supporting equipment. The entire extrusion line functions as an integrated system where each component directly influences your final tube specifications—from achievable diameters to wall thickness precision.
Before diving into tonnage capabilities, let's establish what equipment actually comprises a complete tube extrusion system:
Each component must work in harmony. A powerful press means nothing if the runout table allows the freshly extruded tube to sag or twist before cooling. This systems-thinking approach separates capable tube producers from those struggling with quality inconsistencies.
Think of an aluminum extrusion press machine like an industrial-scale toothpaste tube—except instead of squeezing with your fingers, you're applying hundreds or thousands of tons of hydraulic force. The tonnage rating directly determines what tube dimensions you can achieve.
According to industry selection guidance from Foshan Nenghong, here's how press capacity aligns with tube production:
| Press Tonnage Range | Container Size | Typical Tube Applications | Wall Thickness Range |
|---|---|---|---|
| 600T - 1,000T | 3.5" - 5" | Small fluid transmission tubes, HVAC refrigerant lines | Thin walls (1-3mm) |
| 1,000T - 1,800T | 5" - 7" | Common seamed aluminum tubes, general industrial applications | Medium walls (3-6mm) |
| 2,000T - 3,500T | 7" - 10" | Automotive components, structural hollow profiles | Medium to thick walls |
| 4,000T - 5,500T | 10"+ | Aerospace seamless tubes, high-pressure fluid systems | Precision thin-wall seamless |
Why does this matter for your specifications? A 1,200-ton aluminum extrusion machine might handle an aluminum tube with 50mm outer diameter and 3mm wall thickness perfectly. But increase that wall thickness to 6mm? You'll likely need an extrusion press in the 1,800-ton range to overcome the greater deformation resistance, as noted in the same industry guidance.
For seamless aluminum tubes—particularly thin-walled versions required in aerospace and high-pressure applications—double-action aluminium extrusion machine configurations with tonnages from 2,000 to 5,000 tons become essential. These systems provide the precise piercing control and sustained force needed for demanding hollow profile production.
Here's something many buyers overlook: billet selection isn't just about having enough aluminum—it's about matching billet dimensions to your target tube specifications through the extrusion ratio.
The extrusion ratio, expressed as the cross-sectional area of the billet divided by the cross-sectional area of the finished tube, determines how much mechanical working occurs during extrusion. According to BWC Profiles, acceptable extrusion ratios typically range from 10:1 to 35:1 for harder alloys and 10:1 to 100:1 for softer alloys.
Why does this ratio matter for tubes specifically?
Billet diameter also constrains your maximum tube outer diameter. Larger billets loaded into correspondingly sized containers enable production of larger circumscribing circles—the imaginary circle that would just touch the outermost points of your tube profile. Modern extrusion lines typically offer container sizes from 3.5 inches (for small presses around 600T) up to 10+ inches (for large 5500T systems).
The relationship works both ways. If you're producing very small-diameter tubes on an oversized press, you waste energy and reduce efficiency. Match your tube specifications to appropriate press capacity, and you'll optimize both quality and production economics.
Understanding this equipment hierarchy helps you ask the right questions when evaluating suppliers: What press tonnage range do they operate? Can their billet inventory support your target extrusion ratio? Do their extrusion lines include proper runout support for your tube lengths? These equipment fundamentals set the stage for die design—where the real precision engineering begins.
You've seen how press tonnage and billet preparation set the foundation for tube extrusion. But here's where the real engineering magic happens: inside the aluminum extrusion die itself. Think of the die as the sculptor's chisel—it doesn't just shape the aluminum, it orchestrates how metal flows, splits, rejoins, and ultimately emerges as a precision hollow profile.
Two fundamental die architectures dominate tube production: solid mandrel dies and porthole (bridge) dies. Each serves distinct applications, and choosing the wrong one can mean the difference between a structural success and an expensive failure. Let's explore how these aluminum extrusion dies work and when to specify each type.
Imagine forcing water through a pipe blocked by several posts—the stream splits around each obstacle, then merges downstream. Porthole dies operate on a similar principle, but with solid aluminum under tremendous pressure and heat.
According to technical documentation from Gabrian International, a porthole die consists of two interlocking pieces working in tandem:
Here's how the metal flow sequence unfolds during profile extrusion:
Sounds complex? It is—but this complexity enables manufacturers to produce extrusion profiles with intricate internal geometries that would be impossible through other methods. Multi-void tubes, complex hollow shapes, and thin-walled precision profiles all become achievable through proper porthole die engineering.
When those separated metal streams merge in the welding chamber, they create longitudinal weld lines running parallel to the extrusion direction. According to industry experts at Tri City Extrusion, these seams form through an inherent welding process—the aluminum surfaces bond metallurgically under the combination of extreme pressure and temperature.
But here's what you need to understand about weld line implications:
The quality of weld lines depends heavily on die design parameters—specifically welding chamber height, bridge geometry, and metal flow balance. Well-engineered aluminium extrusion dies produce weld lines with mechanical properties approaching the parent material, while poor designs create weak points that fail under stress.
So when do you specify a porthole die versus a solid mandrel configuration? The decision hinges on your application requirements, dimensional tolerances, and performance expectations.
Solid mandrel dies (also called seamless extrusion dies) work differently. Instead of splitting and rejoining the metal, a forming mandrel is inserted into the billet from the rear and pushed through until it's positioned very close to the die opening. The aluminum flows through the gap between mandrel and die, emerging with both internal and external dimensions fixed—and crucially, without any weld seams.
| Factor | Solid Mandrel (Seamless) Dies | Porthole (Bridge) Dies |
|---|---|---|
| Tube Complexity | Limited to simpler round/oval shapes | Complex multi-void and irregular hollows possible |
| Weld Line Presence | None—truly seamless construction | Longitudinal weld lines present |
| Wall Thickness Control | Mandrel may wander, creating eccentricity | Better control of wall thickness uniformity |
| Concentricity | Can be challenging to maintain | Generally superior inner/outer diameter alignment |
| Production Speed | Slower; single-cavity tooling typical | Multi-hole dies possible for smaller diameters |
| Cost per Foot | Higher due to process limitations | Lower, especially with multi-cavity dies |
| Pressure Rating | Superior for high-pressure applications | Not suitable for critical pressure vessels |
| Anodizing Appearance | Uniform finish without visible seams | Weld lines may become visible after treatment |
When should you specify each die type? Consider these practical guidelines:
Choose seamless (solid mandrel) tubes when:
Choose porthole (structural) tubes when:
As Tri City Extrusion notes, structural tubing works for "all those applications that don't apply high forces"—railings, window frames, and general architectural uses. But specifying structural tubing where seamless is required "could be an expensive mistake."
The key takeaway? Die selection isn't just a manufacturing decision—it's an engineering specification that directly impacts product performance. Match your aluminium extrusion die type to application requirements, and you'll avoid both over-engineering costs and under-performance risks.
With die design principles established, the next critical factor becomes process execution—specifically, how temperature control and metal flow dynamics during the actual extrusion cycle determine whether your tube meets specifications or becomes scrap.
Now that you understand die design principles, let's walk through exactly how aluminum extrusion is made—from cold billet to finished tube. How does aluminum extrusion work in practice? The answer involves a carefully orchestrated sequence where temperature, pressure, and metal flow must stay synchronized throughout the entire cycle.
Understanding this aluminum extrusion process step-by-step helps you recognize why certain quality issues occur and how to specify requirements that prevent them. Each phase directly influences your tube's concentricity, wall thickness uniformity, and structural integrity.
After emergence, the extrusion aluminium process continues with stretching (which straightens the tube and improves mechanical properties through work hardening), precision sawing to specified lengths, and artificial aging in heat-treat ovens.
Why does temperature matter so much for tube quality? Because aluminum's flow behavior changes dramatically across a relatively narrow temperature band—too cold and the metal won't flow properly; too hot and you'll see surface defects, dimensional instability, and reduced mechanical properties.
For 6063 aluminum alloy—the most common tube extrusion material—critical temperature parameters include:
According to Bonnell Aluminum's technical resources, extrusion presses use True Temperature Technology (3T) instruments mounted on the press platen to continuously monitor exit temperature. This ensures maximum press speeds while maintaining the temperature range needed for proper alloy performance.
What happens when temperature control fails? At excessively high temperatures and speeds, the metal flow becomes too fluid. Aluminum seeks the path of least resistance, preferentially filling larger die voids while resisting entry into constricted areas. For tubes, this means wall thickness variations—thin spots where metal didn't flow properly and thick spots where it accumulated.
Conversely, temperatures that are too low require higher extrusion pressures. This increases stress on the die, accelerates tooling wear, and can create surface defects from incomplete metal flow through the welding chamber.
Here's where the metal extrusion process for tubes becomes truly fascinating—and challenging. Unlike solid profiles where aluminum simply flows through an opening, hollow tube formation requires metal to perform a complex dance: split, travel through isolated channels, and rejoin seamlessly.
Imagine squeezing toothpaste through a nozzle with internal posts. The paste divides around each post, then merges back together. Now imagine doing this with solid aluminum at 900°F under thousands of tons of pressure—and requiring the merged material to have nearly identical properties to the original.
Research published in the journal PMC studying 7021 alloy tube extrusion found that welding chamber conditions critically affect final tube quality. The study identified optimal parameters: welding temperatures around 450°C (842°F) with compression pressures of 300 MPa produced weld seams achieving 85-93% of parent material strength.
Several factors determine how well metal streams rejoin:
How does extrusion work to maintain wall thickness uniformity? The answer lies in balanced metal flow. If one porthole channel delivers more aluminum than another, the tube wall becomes thicker on that side. Die designers use FEM (Finite Element Method) simulations to predict and correct flow imbalances before cutting steel.
The same research found that die design significantly impacts achievable extrusion speeds. One die geometry permitted exit speeds of only 3 m/min, while an optimized design achieved 4.5 m/min—a 50% productivity improvement—while maintaining superior dimensional accuracy.
For engineers and procurement specialists, understanding these metal flow dynamics explains why some suppliers deliver consistently concentric tubes while others struggle with wall thickness variation. The difference often comes down to die design sophistication and process control precision—capabilities that separate quality-focused manufacturers from commodity producers.
With the extrusion cycle complete, the next question becomes: what tolerances can you actually achieve, and how do you specify tube requirements to avoid common defects?

You've the aluminum through heating, die entry, and profile emergence—but how do you know if the resulting tube actually meets your requirements? The answer lies in understanding tolerance specifications that define acceptable dimensional variation for extruded profiles. These aren't arbitrary numbers; they represent the practical limits of what the extrusion process can reliably achieve.
Whether you're specifying aluminum extrusion profiles for architectural framing or precision pneumatic cylinders, knowing realistic tolerance expectations prevents costly misunderstandings between designers and manufacturers.
Think of tolerances as the acceptable margin of error built into every specification. No manufacturing process produces perfectly identical parts—the question is whether variations fall within acceptable ranges for your application.
For extruded aluminum profiles, industry standards (typically based on Aluminum Association guidelines) define tolerance ranges based on tube dimensions:
| Parameter | Typical Tolerance Range | Notes |
|---|---|---|
| Outer Diameter (OD) | ±0.008" to ±0.024" (±0.2mm to ±0.6mm) | Tolerance increases with larger diameters; tubes under 1" OD hold tighter specs |
| Wall Thickness | ±10% of nominal wall or ±0.010" minimum | Thinner walls are proportionally harder to control; 3mm+ walls hold better |
| Concentricity | Within 10% of wall thickness | Measures how centered the inner diameter is relative to outer diameter |
| Straightness | 0.004" per foot (0.33mm per 300mm) | Post-stretch correction improves this significantly |
| Ovality (Roundness) | 1-3% of OD for standard tubes | Difference between max and min diameter at any cross-section |
| Length | +0.125" to +0.250" for cut lengths | Typically specified as positive tolerance only; longer acceptable, shorter not |
What do these numbers mean practically? An aluminium extrusion profile with 50mm outer diameter and 3mm wall thickness might vary from 49.7mm to 50.3mm on OD, with wall thickness ranging from 2.7mm to 3.3mm. If your mating components can't accommodate this variation, you'll need secondary machining—or a supplier capable of tighter process control.
Here's what many engineers overlook: tolerances for extruded aluminum profiles are interdependent. Achieving tight wall thickness tolerance becomes significantly harder when you're also demanding exceptional concentricity and roundness. Specify all three at their tightest limits, and you're asking the manufacturer to hit multiple moving targets simultaneously.
Understanding defects helps you write better specifications—and evaluate supplier capabilities more effectively. According to CHAL Aluminium, extrusion defects fall into three categories: surface defects, dimensional defects, and internal defects.
These imperfections appear on the tube's exterior, affecting both appearance and potentially performance:
These affect tube geometry and fit:
These invisible flaws compromise structural integrity:
How can you write specifications that reduce defect risk? Consider these practical approaches:
The goal isn't zero defects at any cost—it's matching your specifications to actual application requirements. Extruded profiles destined for visible architectural features need different quality standards than tubes hidden inside industrial machinery. Aligning expectations upfront saves time, money, and frustration for everyone involved.
With quality standards established, the next consideration becomes manufacturing method selection—specifically, when extruded tubes outperform alternatives like welded or drawn tubing, and when those alternatives make more sense.
You've learned how the extrusion process creates hollow aluminum profiles—but extrusion isn't the only game in town. Welded tubes, drawn tubes, and other manufacturing methods compete for the same applications. So how do you decide which approach fits your project? The answer depends on understanding what each method does best and where it falls short.
Whether you're sourcing extruded aluminum for architectural framing or precision tubing for hydraulic systems, selecting the right manufacturing method affects everything from cost and lead time to structural performance and surface quality. Let's break down the options so you can make informed decisions.
Imagine two tubes sitting side by side—one created through direct extrusion, the other formed from flat strip and welded along its length. They might look identical, but their internal structures tell very different stories.
Seamless extruded tubes emerge from the die as continuous hollow profiles without any longitudinal joints. According to Solitaire Overseas, seamless tubing is produced through extrusion where a solid bar is pierced through the center using a die, transforming solid material into a hollow tube. This creates uniform grain structure throughout the entire cross-section.
Welded tubes (commonly called ERW—Electric Resistance Welded) start as flat metal strip. The strip passes through rollers that progressively shape it into a circular form. Under pressure, the edges meet and heat to over 2000°F, creating a butt joint weld. After testing, additional rollers size the tube precisely before straightening and cutting.
Here's what this means for your application:
When does this distinction matter most? As noted by industry experts, seamless tubing provides superior strength and durability—ideal for high-pressure applications. ERW tubing works perfectly well for structural framing, furniture, and applications without significant internal pressure requirements.
Beyond the seamless-versus-welded decision, tube producers choose between two fundamental extrusion approaches: direct and indirect. Understanding these methods helps explain why different suppliers achieve different quality levels.
Direct extrusion is the conventional approach. The billet remains stationary relative to the container while the ram pushes it through the die. Friction develops between the billet and container walls, requiring additional force and generating heat. Most extruded metal tubes are produced this way because the equipment is simpler and more widely available.
Indirect extrusion reverses the relationship. The die moves toward a stationary billet, or the container moves with the billet while the die remains fixed. This eliminates billet-container friction, reducing required force by 25-30% and producing more uniform metal flow.
For tube production specifically, indirect extrusion offers advantages when wall thickness uniformity is critical. Without friction-induced temperature variations, metal flows more evenly around the mandrel—resulting in more concentric tubes with tighter wall thickness tolerances. However, indirect presses are less common and typically command premium pricing.
Here's where many specifiers get confused: what's the difference between extruded and drawn tubes, and when does drawing make sense?
According to Profile Precision Extrusions, all seamless aluminum tubes begin as extruded tubes. The distinction comes from what happens next. Drawn tubes undergo additional cold working—pulled through dies to reduce diameter and wall thickness. This drawing and extrusion combination process alters the aluminum's grain structure, enhancing mechanical properties while achieving tighter tolerances.
Think of it this way: extrusion creates the basic hollow shape, while drawing refines it. Each additional drawing pass improves precision—but adds cost and lead time.
| Factor | Extruded Tubes | Drawn Tubes |
|---|---|---|
| Dimensional Precision | ±0.008" to ±0.024" on OD; adequate for most applications | Tighter tolerances achievable; superior for precision fits |
| Surface Finish | Good as-extruded; may show minor die lines | Smoother finish from cold working; better for visible applications |
| Mechanical Properties | Standard temper properties per alloy specification | Enhanced strength from work hardening during drawing |
| Cost Factors | Lower; single-process manufacturing | Higher; additional processing steps add labor and time |
| Lead Time | Typically 5-8 weeks for custom dies | Often 25+ weeks due to limited specialized mills |
| Typical Applications | Architectural framing, structural components, general industrial | Aerospace parts, hydraulic systems, precision machinery |
The cost differential is significant. Profile Precision Extrusions reports that transitioning from seamless drawn to extruded tubes typically saves over 10% while reducing lead times from 25 weeks to just 5 weeks—without sacrificing dimensional precision for diameters under 1.00".
So which manufacturing method suits your requirements? Consider these decision factors:
Choose seamless extruded aluminum tubes when:
Choose drawn tubes when:
Choose welded tubes when:
It's worth noting that these principles apply beyond aluminum. Extruded steel and other extruded metal products follow similar logic—seamless construction for pressure applications, welded for cost-sensitive structural uses, and drawn when precision trumps all other considerations.
The key takeaway? Don't default to the most expensive option assuming it's always best. Match your manufacturing method to actual application requirements, and you'll optimize both performance and cost. Many buyers discover that types of extruded aluminum tubes they initially thought required drawn processing actually perform perfectly well as-extruded—at significant savings.
With your manufacturing method selected, the next consideration becomes what happens after extrusion: secondary processing and surface finishing that transform raw tubes into finished components ready for assembly.

Your extruded aluminum tube has emerged from the die, been stretched, and cut to length—but it's rarely ready for final assembly. The extruding process creates the basic profile, yet most applications demand additional machining, fabrication, or surface treatments before tubes become functional components. Understanding these secondary operations helps you specify complete requirements upfront and evaluate suppliers who can deliver finished parts rather than just raw extrusions.
Think about it this way: cutting aluminum extrusion to length is just the beginning. Holes need drilling, threads need tapping, ends need finishing, and surfaces need protection. The question becomes whether you manage multiple vendors for each operation—or find a manufacturer offering end-to-end capabilities.
How to cut aluminum extrusion precisely? The answer involves far more than a simple chop saw. Modern aluminium extrusion machining centers perform complex multi-axis operations that transform basic tubes into ready-to-install components.
Secondary processing capabilities typically include:
Why does integrated machining matter? Consider an extruded aluminum housing for electronic equipment. The tube profile might be perfect, but without precision-drilled mounting holes, machined slots for circuit boards, and tapped threads for cover screws, it's just raw material. Manufacturers with in-house CNC capabilities—like Shengxin Aluminium's deep processing services—can deliver complete components rather than requiring you to coordinate secondary vendors.
Shengxin's facility exemplifies comprehensive extrusion manufacturing capabilities: 35 extrusion presses ranging from 600T to 5500T paired with CNC machining centers for precision finishing. This integration eliminates the logistics complexity and quality risks inherent in shipping parts between multiple suppliers.
Raw aluminum develops a natural oxide layer that provides some corrosion resistance—but "some" often isn't enough. According to Gabrian's finishing guide, the right surface finish can elevate products from "good" to "outstanding," improving corrosion resistance, wear resistance, and aesthetic appearance.
Here's what each major surface treatment offers for extruded tubes:
Unlike paints that coat the surface externally, anodizing uses an electrochemical process to thicken aluminum's natural oxide layer. This creates an integral protective barrier that can't peel or chip. According to HTS-ALU's technical specifications, anodizing provides a durable, corrosion-resistant, and environmentally friendly finish with improved surface hardness. Available colors include natural silver, black, champagne, bronze tones, and gold.
For vibrant colors and design flexibility, powder coating applies dry paint powder electrostatically, then bakes it into a solid finish. This process offers virtually unlimited color options matching RAL color charts, with textures ranging from matte to high gloss. Powder coatings provide excellent weather resistance and corrosion protection—ideal for outdoor architectural applications, railings, and industrial fixtures.
When long-term exterior durability is critical, PVDF (polyvinylidene fluoride) coatings deliver exceptional performance. These fluoropolymer coatings resist UV degradation, chalking, and chemical damage far longer than standard paints. According to industry specifications, PVDF-coated aluminum can maintain appearance for 20+ years in harsh outdoor environments—making it the preferred choice for curtain walls and architectural facades.
This advanced treatment creates ceramic-like surface layers significantly harder than standard anodizing. Micro-arc oxidation produces excellent wear resistance and thermal properties, making it suitable for demanding industrial and mechanical applications where surface durability is paramount.
Beyond these primary treatments, manufacturers offer:
| Treatment Method | Cost Level | Durability | Best Applications |
|---|---|---|---|
| Anodizing | Medium | Very High | Architectural frames, industrial parts, visible components |
| Powder Coating | Medium | High | Outdoor frames, railings, general industrial fixtures |
| PVDF Coating | High | Excellent | Curtain walls, building facades, long-term exterior exposure |
| Micro-arc Oxidation | High | Excellent | High-wear industrial components, thermal applications |
| Electrophoresis | Medium-High | Good | Furniture profiles, decorative indoor applications |
The key insight? Surface treatment selection should match application requirements—not default to the most expensive option. Interior furniture components don't need PVDF's 20-year weathering resistance, while exterior architectural elements shouldn't rely on basic mill finish hoping for longevity.
When evaluating suppliers for secondary processing, look for integrated capabilities covering both machining and finishing. Facilities offering anodizing, powder coating, and precision CNC work under one roof eliminate coordination headaches while maintaining quality accountability. This end-to-end approach—from die development through surface treatment—represents the gold standard in modern extrusion manufacturing.
With processing and finishing options clarified, understanding where these tubes actually get used helps connect specifications to real-world performance requirements.
Where do all these precision aluminum tube profiles actually end up? The answer spans virtually every industry you can imagine—from the window frames in modern skyscrapers to the cooling systems inside your laptop. Understanding these applications helps you connect technical specifications to real-world performance requirements, ensuring your tube selections actually deliver what your projects demand.
Extruded aluminum tubes have earned their place across industries because they offer something few materials can match: exceptional strength-to-weight ratios combined with corrosion resistance, design flexibility, and cost-effective production. Let's explore how different sectors leverage these advantages—and why alloy selection matters more than many buyers realize.
Think about the last building you entered. Chances are, aluminium extrusion played a role in its construction—whether in window frames, curtain wall systems, or structural supports. But architectural applications represent just one slice of this versatile material's reach.
According to industry analysis from Verified Market Reports, extruded aluminum tubing applications continue expanding as technology advances, offering innovative solutions for complex engineering challenges across these key sectors:
Each application category demands specific performance characteristics. Architectural tubes need excellent anodizing response for aesthetic finishes. Pneumatic cylinders require tight dimensional tolerances and pressure integrity. Heat exchangers prioritize thermal conductivity above all else. Understanding these requirements helps you specify the right tube—not just the cheapest available option.
When every ounce matters, aluminum extrusion delivers. According to the same industry report, major aircraft manufacturers like Boeing and Airbus use extruded aluminum tubes for fuselage frames, wing structures, and landing gear components. The outcome? Reduced fuel consumption and increased payload capacity.
Automotive manufacturers face similar weight-reduction pressures. BMW and Audi incorporate extruded aluminum in vehicle frames, achieving up to 15% improved fuel economy while enhancing crash safety through controlled deformation characteristics. As electric vehicle adoption accelerates, lightweight aluminum tubes become even more critical for maximizing battery range.
Medical devices, hospital beds, and diagnostic equipment increasingly rely on aluminium extruded tubes. Why? The material's sterilizability and corrosion resistance prove essential in clinical environments. Hospital bed frames and imaging device supports benefit from aluminum's combination of strength, light weight, and easy cleaning—properties that synthetic materials and heavier metals can't match simultaneously.
Here's where many specifiers make costly mistakes: assuming all aluminum alloys perform equally. They don't. The alloy you select fundamentally affects your tube's strength, corrosion resistance, weldability, and finishing characteristics.
According to HARBOR Aluminum's technical resources, 6063 aluminum alloy stands as the dominant choice for extruded tubes—and for good reason. This magnesium-silicon alloy delivers an exceptional combination of properties:
When does 6063 fall short? Higher-stress structural applications may require 6061 alloy, which offers greater yield strength at the expense of slightly reduced extrudability. Aerospace applications often specify 7000-series alloys for maximum strength, though these require more specialized extrusion technology and typically cost significantly more.
Consider these practical guidelines when selecting alloys for your tube applications:
Choose 6063 when:
Consider 6061 when:
The 2025 outlook for extruded aluminum tubing, according to market analysis, points toward increased adoption driven by sustainability goals and technological innovation. Extrusion technology continues advancing, enabling more precise and complex profiles while innovations in alloy development enhance strength and corrosion resistance.
Opportunities abound in emerging sectors like electric vehicles, renewable energy, and smart infrastructure. The push for greener materials aligns perfectly with aluminum's recyclability—making extruded tubes a preferred choice for sustainable development initiatives. With this growing demand, understanding how to source tubes effectively becomes essential for staying competitive.
You've mastered the technical fundamentals—from die design to alloy selection, from tolerance specifications to surface treatments. But here's where theory meets reality: finding a supplier who can actually deliver what you need, when you need it, at a price that works. Sourcing aluminum extrusions successfully requires more than browsing catalogs and comparing quotes. It demands systematic evaluation of capabilities, quality systems, and partnership potential.
What are aluminum extrusions worth if they arrive late, out of spec, or from a supplier who disappears when problems emerge? The answer is: far less than you paid. Let's walk through how to define aluminum extrusion requirements clearly, evaluate potential suppliers rigorously, and build relationships that deliver consistent results.
Before contacting any supplier, you need specifications detailed enough to receive accurate quotes—and clear enough to prevent misunderstandings during production. According to guidance from Inquivix Technologies, starting with a clear understanding of your project's technical and logistical needs ensures you choose a supplier with both capacity and expertise to deliver exactly what you need.
Your specification package should address these essential elements:
Here's what many buyers overlook: technical drawings must include exact dimensions, wall thickness, complexity of shapes, and allowable tolerances. If your part design includes intricate features like hollow sections or multi-void assemblies, ensure your supplier has the right extrusion capabilities and engineering support to handle the complexity.
What is extruded aluminum without proper specifications? A gamble. Vague requirements invite interpretation differences that surface only after production—when fixing problems costs far more than preventing them upfront.
Not all aluminum tube fabrication suppliers are created equal. Some excel at high-volume commodity production while struggling with custom work. Others specialize in precision profiles but can't scale for larger orders. Matching supplier strengths to your requirements prevents disappointment later.
When evaluating potential partners for your aluminum extrusions needs, systematically assess these criteria:
According to the Aluminum Extruders Council manual, the best suppliers act as technical partners rather than mere order-takers. They offer design optimization recommendations, suggest material alternatives that reduce cost without sacrificing performance, and engage early in your development process to prevent downstream problems.
Beyond capability checklists, targeted questions reveal how suppliers actually operate:
Working directly with manufacturers rather than distributors offers significant advantages for custom tube extrusion projects. Factory-direct relationships typically provide:
Suppliers with comprehensive capabilities—like Shengxin Aluminium with over 30 years of experience, full press capacity from 600T to 5500T, and complete surface treatment options—represent the type of end-to-end partnership that simplifies procurement while ensuring quality accountability.
The right supplier relationship extends beyond individual orders. Consider these partnership factors:
The most valuable suppliers function as extensions of your team—contributing to product improvement, cost reduction, and operational efficiency over time. Investing effort upfront to find the right partner pays dividends throughout your product lifecycle.
As you apply these sourcing principles, remember that specification clarity, systematic evaluation, and relationship investment together create successful aluminum tube procurement outcomes. The technical knowledge you've gained throughout this article—from understanding how the extrusion process works to recognizing quality indicators—equips you to make informed decisions and ask the right questions. Now it's time to put that knowledge into action with suppliers who can deliver precision profiles that meet your exact requirements.
Hollow aluminum tubes are extruded using two primary methods: porthole (bridge) dies and solid mandrel dies. In porthole extrusion, heated aluminum splits around bridge supports, flows through separate channels, then rejoins in a welding chamber under extreme pressure and temperature. The fused metal exits as a seamless hollow profile. Solid mandrel extrusion uses a piercing mandrel inserted through the billet to create the internal cavity without weld seams—ideal for high-pressure applications. Manufacturers like Shengxin Aluminium operate 35 extrusion presses ranging from 600T to 5500T to produce tubes across diverse diameter and wall thickness specifications.
The aluminum extrusion process involves heating aluminum billets to 800-925°F, then forcing the softened metal through a shaped die using hydraulic pressure up to 15,000 tons. For tubes, the die includes mandrels that create hollow cavities as metal flows around internal supports. After emerging from the die, profiles are cooled, stretched for straightness, cut to length, and artificially aged to develop final mechanical properties. This process enables complex cross-sectional shapes impossible through other manufacturing methods while maintaining excellent dimensional consistency.
All seamless aluminum tubes start as extruded tubes—the distinction is what happens afterward. Extruded tubes emerge directly from the die with standard tolerances around ±0.008" to ±0.024" on outer diameter. Drawn tubes undergo additional cold working through dies that reduce diameter and wall thickness, achieving tighter tolerances and enhanced mechanical properties through work hardening. Drawn tubes cost more and have longer lead times (often 25+ weeks versus 5-8 weeks for extrusion), making them preferable only when maximum precision or enhanced strength justifies the premium.
Porthole dies consist of a mandrel with multiple entry ports and a cap defining the external profile. Aluminum splits into separate streams flowing around bridge supports, then rejoins in a welding chamber where metallurgical bonding occurs. This creates longitudinal weld lines along the tube length. While weld lines may become visible after anodizing and represent slightly weaker areas, well-engineered porthole dies produce bonds approaching parent material strength. These dies enable complex hollow geometries and better wall thickness uniformity than solid mandrel alternatives, though they're unsuitable for high-pressure applications.
Evaluate suppliers across six key criteria: press tonnage range matching your tube dimensions, in-house die design capabilities for faster optimization, quality certifications like ISO 9001, secondary processing options including CNC machining and finishing, surface treatment availability under their quality control, and technical support from die development through production. Factory-direct relationships offer better pricing and engineering access. Look for comprehensive facilities—such as Shengxin Aluminium with 30+ years experience, 35 presses, CNC centers, and full surface treatment options—that provide end-to-end accountability rather than requiring multiple vendor coordination.




 dịch vụ trực tuyến
dịch vụ trực tuyến 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Việt
Việt English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Українська
Українська