Ever wondered how manufacturers create those intricate aluminum channels, tubes, and custom shapes you see in everything from window frames to automotive parts? The answer lies in a remarkably efficient process that has transformed modern manufacturing.
Aluminum extrusion is a manufacturing process that forces heated aluminum alloy through a shaped die to create profiles with consistent cross-sections, much like squeezing toothpaste through a tube to achieve a uniform shape.
So, what is aluminum extrusion in practical terms? Imagine pressing Play-Doh through a mold—except here, you're working with aluminum heated to temperatures between 375°C and 500°C (705°F to 932°F). The result? Perfectly uniform aluminum extrusion profiles that maintain their shape along the entire length, whether that's 8 feet or 24 feet.
When asking "what is extrusion," think of it as a bulk-forming process where compressive forces reshape metal into desired forms. A hydraulic or mechanical ram pushes the heated aluminum billet—a solid cylindrical block—through a precision-engineered die opening. As the metal flows through, it takes on the exact cross-sectional shape of that die.
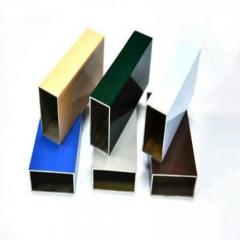
What makes this process particularly powerful is its ability to produce solid, hollow, and semi-hollow shapes with remarkable precision. Need seamless tubes without welded seams? Extruded aluminum delivers that. Require complex architectural profiles with intricate details? This process handles that too—with minimal additional manufacturing cost.
You might wonder: what is extruded aluminum's advantage over other metals? The answer comes down to aluminum's unique properties. With a density roughly one-third that of steel yet strength capabilities up to five times greater in certain alloys, aluminum offers an unmatched strength-to-weight ratio.
To define extrude in the context of aluminum specifically means leveraging a metal that's naturally corrosion-resistant, highly conductive, and infinitely recyclable. These characteristics explain why the global aluminum extrusion market now exceeds $67 billion and continues growing at 3.8% annually.
Understanding what is extrusions and their capabilities reveals why industries from construction to aerospace rely on this process. Whether you need lightweight automotive components, precision heat sinks for electronics, or architectural curtain walls, aluminum extrusion delivers complex geometries that would be impossible—or prohibitively expensive—to achieve through casting, machining, or other manufacturing methods.
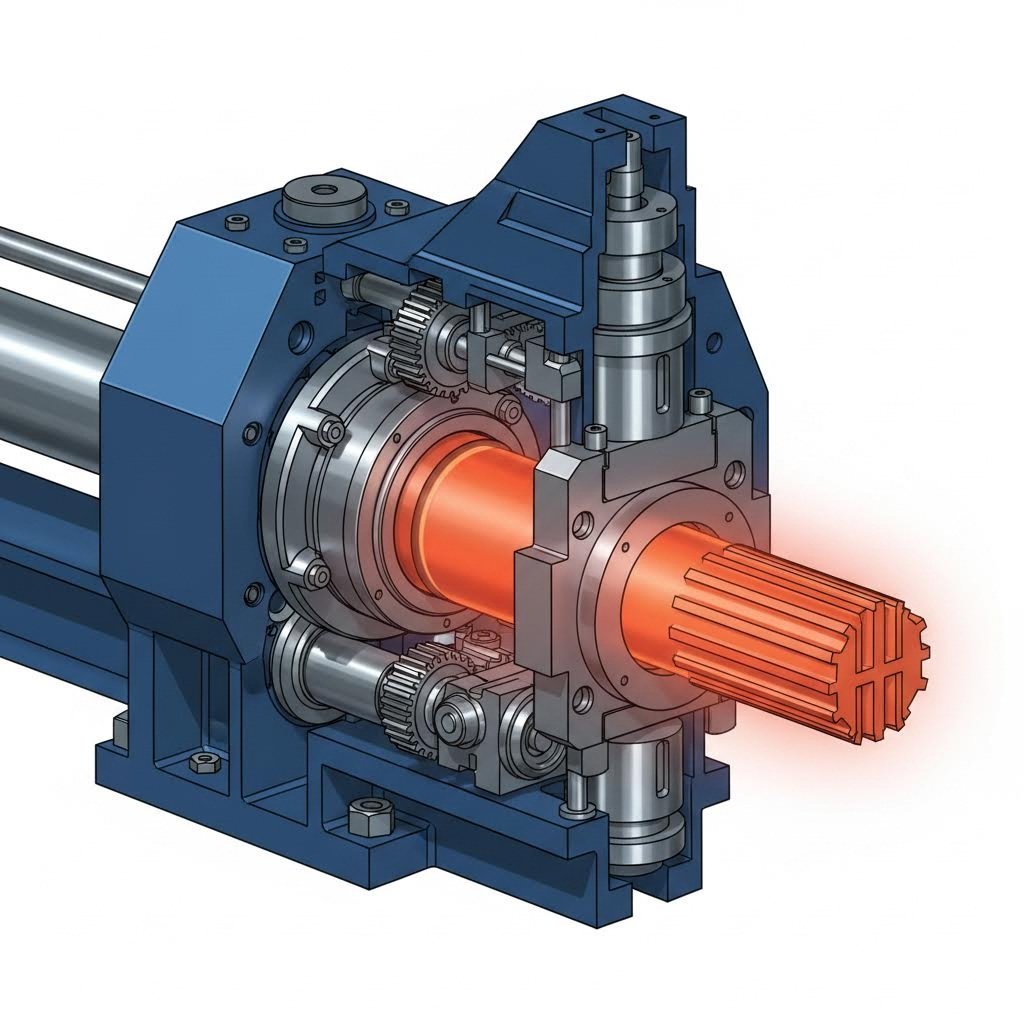
Now that you understand what aluminum extrusion is, let's walk through exactly how aluminum extrusion is made—from raw billet to finished profile. The extrusion manufacturing process involves precise coordination of temperature, pressure, and timing to transform solid aluminum into complex shapes.
The aluminum extrusion process follows a carefully controlled sequence. Each step directly influences the quality, dimensional accuracy, and mechanical properties of your finished profiles. Here's how it unfolds:
Temperature control makes or breaks the extrusion process. Different alloys demand different parameters. For example, 6063 alloy has a solvus temperature of 498°C, while 6005 alloy requires 510°C. Your billet temperature must stay below the solidus temperature—the point where aluminum begins melting—or the profile simply cannot form.
Here's what experienced operators understand: the extrusion press generates massive friction as it forces metal through the die. This friction converts directly to heat, meaning your exit temperature will exceed your starting temperature. Balancing initial billet temperature against extrusion speed prevents overheating while maintaining production efficiency.
Modern extrusion presses range from 500 tons to over 5,500 tons of force. Larger presses handle bigger circumscribing circles and heavier profiles. The pressure required depends on several factors—alloy type, profile complexity, and extrusion ratio all play critical roles.
Two primary methods exist for the aluminum extrusion process, each with distinct advantages:
Direct Extrusion: The most common approach. The ram pushes the billet forward while the die remains stationary. The billet moves relative to the container wall, creating friction along its entire surface. This method handles a wide range of profile shapes but requires more force due to that friction.
Indirect Extrusion: Here, the die moves toward the stationary billet. Because the billet doesn't slide against the container, friction drops significantly. You'll see lower pressure requirements and more consistent mechanical properties. However, indirect extrusion limits profile size and shape complexity.
The extrusion ratio—calculated as the billet's cross-sectional area divided by the profile's cross-sectional area—directly impacts quality and achievability. Think of it as a measure of how much "work" the metal undergoes during extrusion.
Acceptable extrusion ratios vary by alloy:
Profiles with extrusion ratios below 10:1 cannot guarantee mechanical properties because insufficient mechanical working occurs. Conversely, extremely high ratios demand intense pressure that can compromise surface quality, especially with harder alloys requiring lower billet temperatures.
Understanding these parameters helps you specify profiles that balance performance requirements with manufacturing practicality—setting the stage for selecting the right aluminum alloy for your application.
Choosing the right aluminum alloy isn't just a technical decision—it directly determines your project's success, cost, and final product performance. Yet many engineers default to the lowest-priced option without considering how each alloy behaves during extrusion and finishing. Let's change that approach with actionable selection criteria you can apply immediately.
When specifying aluminum profiles, you'll encounter 6063 and 6061 more than any other alloys. Both belong to the 6000 series—made primarily of magnesium and silicon—but their performance differs significantly.
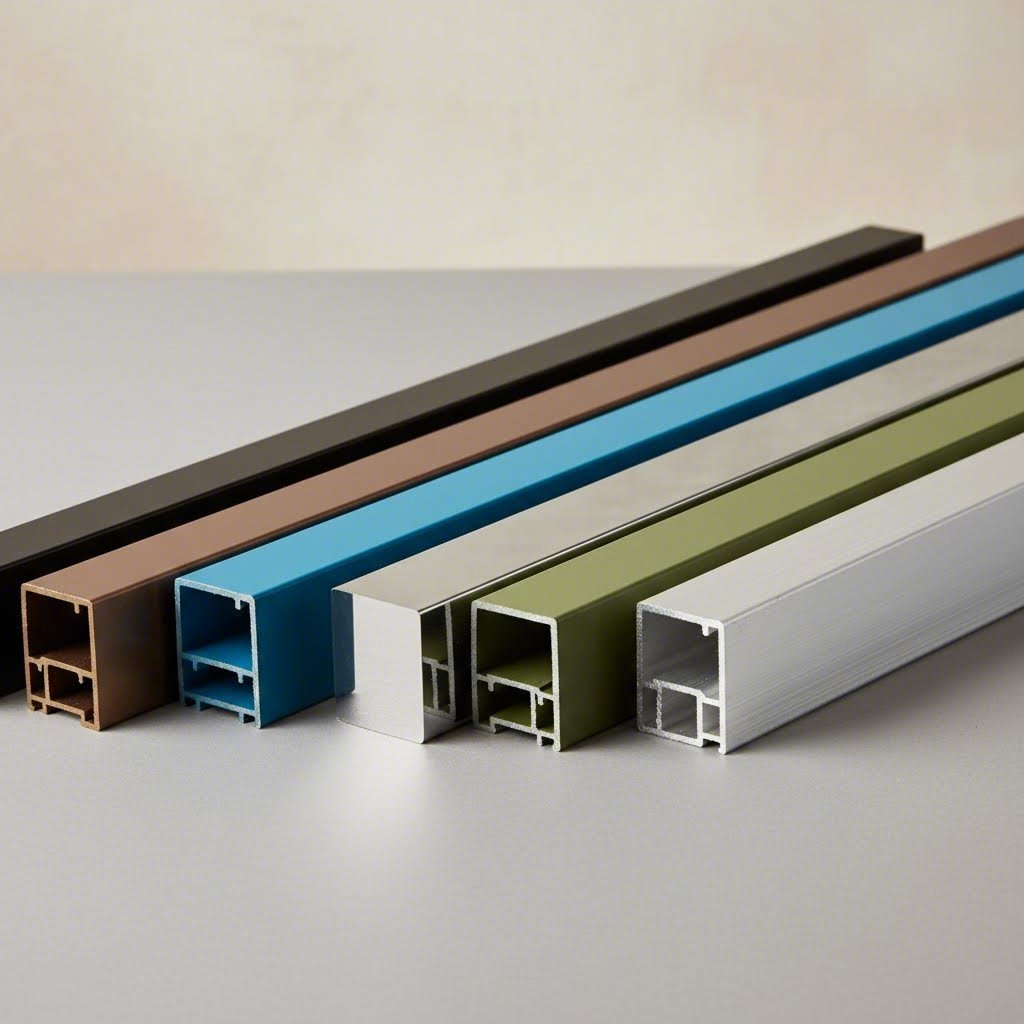
6063 aluminum alloy delivers excellent formability, superior surface finish quality, and outstanding extrudability. Its smooth extrusion characteristics make it ideal for complex aluminium extrusion profile shapes with thin walls. You'll find 6063 in window frames, door profiles, decorative trim, and architectural applications where appearance matters. This alloy accepts bright-dip anodizing beautifully, achieving that highly reflective, mirror-like finish seen in shower doors and light reflectors.
6061 aluminum alloy prioritizes mechanical strength over extrudability. With 30-50% more magnesium and silicon than 6063, it offers higher tensile strength, better hardness, and superior load-bearing capacity. However, this comes at a cost—6061 produces rougher surface finishes and limits your ability to extrude thin walls or intricate shapes.
Here's a practical comparison: 6063 alloy allows 25-35% thinner walls than 6061 while maintaining structural integrity. If your design requires complex geometries or decorative surfaces, 6063 wins. If you need maximum strength for structural components, 6061 becomes your choice.
Beyond the 6063/6061 decision, understanding how common aluminium profiles compare across key metrics helps you optimize both performance and budget. The following table provides the actionable data you need:
| Alloy | Tensile Strength (T6) | Yield Strength (T6) | Extrudability Rating | Surface Finish Quality | Typical Applications |
|---|---|---|---|---|---|
| 6063 | 241 MPa | 214 MPa | Excellent | Excellent (smooth, accepts bright anodizing) | Architectural profiles, window frames, heat sinks, decorative trim |
| 6061 | 310 MPa | 276 MPa | Good | Fair (rougher finish) | Structural components, trucks, boats, firearms, medical equipment |
| 6005 | 270 MPa | 225 MPa | Very Good | Good | Ladder rails, transportation structures, similar applications to 6061 |
| 6082 | 310 MPa | 260 MPa | Fair | Fair | Highly stressed structural applications, bridges, cranes |
Notice the pattern? As mechanical properties increase, extrudability and surface appearance typically decrease. The 6005 alloy offers an interesting middle ground—similar characteristics to 6061 but with better extrudability and surface appearance. For many structural applications, 6005 provides the strength you need without sacrificing manufacturability.
Selecting an alloy is only half the equation. The temper designation—those T5 or T6 suffixes—determines the final mechanical properties of your extruded aluminium parts.
T5 Temper: Achieved by cooling extrusions directly from the press while still hot, then artificially aging them. This process is simpler and more cost-effective since it skips the separate solution heat treatment step.
T6 Temper: Requires solution heat treatment at approximately 980°F (527°C), by water quenching and artificial aging at 325-400°F (163-204°C). This extra processing produces higher strength and hardness values.
Consider 6063 aluminum: in T5 temper, you get adequate strength for most architectural applications. Upgrade to T6, and tensile strength increases noticeably—but so does your cost. The practical question becomes whether your application genuinely requires that extra strength.
For 6061, the T6 temper delivers a Brinell hardness of 95 compared to 73 for 6063-T6. When your alu profile faces significant mechanical stress, that hardness difference matters.
Rather than defaulting to the cheapest option, consider these selection criteria:
Remember: alloy selection affects not just performance but also extrusion costs, die life, and finishing options. Working closely with your aluminum extrusion profile supplier during the design phase ensures you specify an alloy that optimizes your end product for strength, weight, appearance, and cost—without compromising manufacturability.
With your alloy selected, the next consideration becomes profile type—understanding when standard shapes meet your needs versus when custom extrusion becomes necessary.

Now that you've selected your alloy, the next decision shapes your entire project: should you use standard aluminum shapes or invest in custom extruded aluminum profiles? Understanding the technical specifications, tolerance capabilities, and cost implications of each profile category helps you make this choice confidently.
Every extruded profile falls into one of three fundamental categories—solid, hollow, or semi-hollow. Each type presents different manufacturing challenges, tolerance capabilities, and cost structures. Here's what you need to know:
| Profile Type | Description | Minimum Wall Thickness | Typical Tolerance Range | Relative Cost | Common Applications |
|---|---|---|---|---|---|
| Solid | No enclosed voids; includes angles, channels, bars, and T-slots | 0.040" for small CC; 0.188" for 12-13" CC | ±0.012" to ±0.024" | Lowest | Structural framing, trim, brackets, heat sinks |
| Hollow | Completely enclosed void(s); includes tubes, rectangular sections | 0.055" for small CC; 0.236" for 12-13" CC | ±0.015" to ±0.030" | Highest | Structural tubes, pneumatic cylinders, curtain wall mullions |
| Semi-hollow | Partially enclosed void; gap opens to exterior | Between solid and hollow requirements | ±0.012" to ±0.027" | Moderate | C-channels, specialized trim, snap-fit housings |
Why do hollow profiles cost more? They require porthole or bridge dies—significantly more complex tooling that creates the internal void while welding the aluminum back together as it exits the die. Solid shapes use simpler flat dies, reducing both tooling investment and production complexity.
Not all hollow extruded profiles are created equal. The industry recognizes three hollow classes that affect pricing and manufacturability:
When you're designing profile aluminum components, understanding these classifications helps you optimize for cost. A slight design modification that moves your profile from Class 3 to Class 2 can reduce die costs significantly.
Before investing in custom tooling, explore whether standard aluminum extrusion shapes meet your requirements. These types of extruded aluminum are readily available with shorter lead times and lower minimum orders:
Your profile's size—measured by its circumscribing circle (CC)—directly determines minimum achievable wall thickness. According to industry standards, larger profiles require thicker walls to maintain structural integrity during extrusion:
Here's a critical design tip: avoid adjacent wall thickness ratios exceeding 2:1. Large differences create uneven cooling and extrusion conditions, making dimensional tolerances difficult to hold. Where walls of different thickness meet, use rounded transitions to improve metal flow and prevent surface streaking.
Standard shapes work well for straightforward applications—but when do custom extruded profiles become the smarter choice? Consider custom extrusion when:
When approaching custom design, involve your extrusion supplier early. Manufacturing engineers with extrusion experience can identify potential issues before tooling begins—saving both time and money. They'll help you understand how profile complexity affects die design, extrusion difficulty, and ultimately your per-piece cost.
With your profile type determined—whether standard or custom—the next critical factor becomes die design itself and how it influences the quality of your finished aluminum extrusion.
You've selected your alloy and defined your profile shape—but here's what many engineers overlook: the aluminum extrusion die ultimately determines whether your finished parts meet specifications or end up as scrap. This critical tooling component shapes every aspect of profile quality, from dimensional accuracy to surface finish consistency.
Think of the aluminum extrusion die as the DNA of your profile. It contains the precisely machined opening that transforms heated aluminum into your desired cross-section. But creating an effective die involves far more than simply cutting a shape into steel.
The relationship between die design and material flow directly impacts your final product. As aluminum flows through the die opening, it encounters varying resistance depending on the profile's geometry. Thicker sections flow faster than thin walls. Complex shapes create turbulence. Without careful engineering, these flow imbalances produce warped, twisted, or dimensionally inconsistent profiles.
Experienced die designers address these challenges through several techniques:
For profile precision extrusions, this upfront engineering investment pays dividends. A well-designed aluminium extrusion die produces consistent parts from the first billet through thousands of subsequent extrusions.
What makes an aluminum extrusion die withstand pressures up to 15,000 tons while maintaining micron-level precision? Material selection plays the decisive role.
H13 tool steel dominates the industry due to its exceptional combination of thermal conductivity, wear resistance, and toughness. This hot-work steel maintains hardness at elevated temperatures—critical when the die face contacts aluminum at 500°C or higher.
Advanced surface treatments further enhance die performance:
The die development process typically follows this sequence: CAD design, FEA simulation, CNC machining of the die blank, wire EDM cutting of precision features, heat treatment, surface finishing, and finally trial runs with adjustments. For complex aluminium extrusion dies, this process may require 4-8 weeks from concept to production-ready tooling.
When profiles emerge with quality issues, the aluminum extrusion dies often bear responsibility. Understanding these defect mechanisms helps you work with suppliers to prevent problems:
Even the best-designed aluminium extrusion dies require ongoing maintenance to deliver consistent quality. Proper preventive maintenance programs significantly extend die life while reducing unplanned downtime.
Key maintenance practices include:
How long do aluminum extrusion dies last? Lifespan varies dramatically based on profile complexity, alloy being extruded, and maintenance quality. Simple solid dies may produce hundreds of thousands of feet of profile. Complex hollow aluminium extrusion dies with thin walls might require correction or replacement after 50,000-100,000 feet. Harder alloys like 6061 wear dies faster than softer 6063.
The economics matter too. Reducing die loss rates requires attention to material selection, structural design optimization, and precise manufacturing processes. High-quality dies cost more initially but typically deliver lower cost-per-foot over their production lifetime—especially when aluminium extrusion machining and secondary operations demand tight tolerances.
With die design principles understood, you're ready to explore how surface treatments and secondary processing transform raw extrusions into finished components ready for your application.
Your extruded aluminum profile emerges from the die with excellent dimensional accuracy—but it's rarely ready for final application. The aluminium extrusion process delivers raw profiles that require finishing treatments and secondary operations to meet functional, aesthetic, and durability requirements. Understanding these options helps you specify the right combination for your project.
Surface treatments do more than make aluminum look attractive. They enhance corrosion resistance, improve wear characteristics, and enable color matching for architectural or branding requirements. Each treatment offers distinct advantages depending on your application environment and performance needs.
Here's a comprehensive comparison of the most common finishing options:
| Surface Treatment | Durability Rating | Aesthetic Options | Corrosion Resistance | Best Applications |
|---|---|---|---|---|
| Anodizing (Class I) | Excellent (20+ years exterior) | Clear, bronze, black, gold, custom colors; metallic luster | Excellent—integral oxide layer cannot peel or flake | Storefronts, door hardware, architectural trim, high-traffic areas |
| Anodizing (Class II) | Good (10-15 years exterior) | Same color options as Class I | Good—thinner coating suits less demanding environments | Interior applications, decorative components, cost-sensitive projects |
| Powder Coating | Very Good (15-20 years) | Virtually unlimited colors; matte, satin, or gloss finishes; textures available | Very Good—depends on pretreatment quality | Architectural profiles, furniture, industrial equipment, extruded aluminum housing applications |
| PVDF Coating | Excellent (20-30 years) | Wide color range; excellent gloss and color retention | Excellent—superior chemical resistance | Curtain walls, metal roofing, exterior cladding, coastal environments |
| Mechanical Finishing | Varies (typically requires additional coating) | Brushed, polished, satin, mirror finishes | Minimal—usually a preparation step | Decorative applications, preparing surfaces for other treatments |
Notice how the choice depends heavily on your specific requirements? Anodizing excels in abrasion resistance—making it ideal for aluminum extrusion trim around doorways and storefronts where constant contact occurs. The anodic coating integrates directly with the base metal, meaning it cannot peel or flake like organic coatings might.
PVDF coatings—formulated as 70% polyvinylidene fluoride with 30% acrylic resins—dominate curtain wall and metal roofing markets. Their exceptional resistance to UV degradation and chemical attack makes them the go-to choice for exterior architectural applications. Major manufacturers like PPG, Sherwin Williams, and Akzo Nobel produce these coatings under strict AAMA 2605 specifications.
Powder coating offers an environmental advantage worth considering. Unlike liquid coatings, powders emit no volatile organic compounds (VOCs) during curing. The solid particles fuse together in the oven to form a durable film without releasing harmful solvents. This matters increasingly as environmental regulations tighten.
Extrusion manufacturing delivers profiles to length—but most applications require additional fabrication before assembly. Secondary operations transform raw extrusions into installation-ready components, and understanding these capabilities helps you consolidate your supply chain.
Modern extrusion partners offer comprehensive secondary processing:
Here's why this matters: consolidating extrusion and secondary operations with a single supplier eliminates logistics complexity, reduces lead times, and ensures accountability. When profiles move between multiple vendors for different operations, quality control becomes fragmented and finger-pointing becomes easier.
Consider a practical example. An extruded aluminum housing for electronics might require precision CNC machining for mounting features, drilling for ventilation, tapping for cover screws, and powder coating for appearance. A capable partner handles this entire sequence—delivering finished housings rather than raw profiles you must process elsewhere.
Unlike extruded steel, aluminum's machinability and formability make these secondary operations straightforward. The material cuts cleanly, accepts threads readily, and bends without cracking when proper techniques are applied. This processing flexibility is precisely why aluminum extrusions dominate applications from architectural systems to industrial automation.
Partners like Shengxin Aluminium demonstrate what comprehensive processing capabilities look like in practice—combining 35 extrusion presses ranging from 600T to 5500T with CNC machining centers and multiple surface treatment options including anodizing, powder coating, and PVDF. This end-to-end approach means your project moves from die development through finished parts without changing hands.
With surface treatment and processing options understood, the next step is exploring how different industries apply these finished aluminum profiles to solve specific engineering challenges.

Now that you understand alloy selection, profile types, and finishing options, where do all these extrusion profiles actually end up? The answer spans virtually every industry you can imagine—from the window frames in your office building to the heat sinks cooling your laptop. Each sector demands specific combinations of alloys, tolerances, and surface treatments that we've explored throughout this guide.
What makes aluminum extrusion so universally applicable? As industry experts note, it comes down to aluminum's unique combination of properties: lightweight yet strong, naturally corrosion-resistant, thermally and electrically conductive, and endlessly customizable through the extrusion process. Let's explore how different sectors leverage these characteristics.
Walk through any modern building, and you're surrounded by aluminium profile applications. The construction industry consumes more extruded aluminum than any other sector—and for good reason.
Notice the pattern? Architectural applications typically prioritize surface appearance and corrosion resistance—explaining why 6063 alloy with anodizing or high-performance coatings dominates this sector.
Beyond buildings, aluminum extrusion profiles power manufacturing operations and move people and goods around the world.
When reviewing an aluminum extrusion profiles catalog, you'll notice how each industry's requirements map to specific alloy and finish combinations. Architectural applications prioritize 6063 with decorative finishes. Industrial uses often accept mill finish or clear anodize. Transportation demands the highest strength-to-weight ratios, frequently specifying 6061 or 6005 alloys with protective coatings.
Understanding these application-specific requirements helps you communicate effectively with extrusion suppliers—and that communication becomes critical when planning your project's budget and timeline.
You've explored alloys, profile types, and finishing options—but how do all these choices translate into actual project costs? Understanding the economics of aluminum profile extrusion helps you budget accurately, avoid surprise expenses, and make informed decisions about where to buy aluminum extrusion that meets both your technical and financial requirements.
Every extrusion project involves multiple cost components that compound to determine your final price. Knowing these drivers upfront helps you optimize specifications and negotiate effectively with suppliers.
Minimum order quantities (MOQ) and lead times significantly impact your project planning and cash flow. Understanding these constraints helps you structure orders strategically.
MOQ policies vary considerably between suppliers. Manufacturers using smaller diameter extrusion presses—such as 2.4-inch, 3.5-inch, or 5.125-inch equipment—often accommodate smaller minimum poundages. This flexibility proves valuable for prototyping and low-volume production where committing to large quantities isn't practical.
Lead times depend on several factors beyond your control:
For time-sensitive projects, ask potential suppliers about expedited tooling options and priority press bookings. These accelerated services typically carry premium pricing but can compress schedules significantly when deadlines matter.
Moving from education to procurement requires a structured approach. Here's how to navigate the buyer journey effectively:
Specification Development: Start by defining your technical requirements clearly. Document alloy preferences, dimensional tolerances, surface finish expectations, and any secondary processing needs. The more precisely you specify requirements upfront, the more accurate your quotes will be.
Prototype vs. Production Considerations: Your approach differs significantly depending on project stage. Functional prototypes play a critical role in the design process—they help validate fit, function, and manufacturability before committing to production tooling. Many suppliers offer prototype services using simplified tooling or modified standard dies to reduce upfront investment.
When evaluating prototype options, consider that some manufacturers refund tooling costs if a stipulated quantity is purchased within two years. This arrangement reduces your risk when moving from prototype validation to volume production.
Supplier Selection: Request detailed cost breakdowns that separate die cost, per-piece extrusion, secondary operations, and inspection charges. This transparency enables apples-to-apples comparisons between vendors and helps identify where costs might be optimized.
Prioritize suppliers with vertically integrated capabilities—those combining extrusion, fabrication, and finishing under one roof. This consolidation minimizes logistics complexity and typically reduces total project cost compared to coordinating between multiple vendors.
Finally, factor in shipping and logistics. International container costs have varied dramatically—from $8,000 to as high as $20,000 for a 40-foot container from Asia to North America. Despite these fluctuations, shorter lead times and lower production costs often make overseas sourcing worthwhile, particularly for larger production runs.
With cost factors understood and your project plan taking shape, the final step is selecting an extrusion partner whose capabilities align with your specific requirements.
You've defined your alloy requirements, specified your profile geometry, and budgeted for surface treatments—but none of that matters if you choose the wrong manufacturing partner. What is an aluminum extrusion worth if it arrives late, out of spec, or with surface defects? The supplier you select ultimately determines whether your project succeeds or stumbles.
Selecting an extrusion partner goes beyond comparing price quotes. You're evaluating technical capability, quality systems, and long-term reliability. Here's how to assess potential suppliers systematically.
The extrusion press defines what profiles a supplier can produce—and what they cannot. Press tonnage directly determines the maximum profile size, wall thickness capabilities, and production throughput you can expect.
Understanding press capacity ranges helps you match suppliers to your requirements:
Why does this matter for your project? A supplier with multiple press capacities maintains flexibility when your product mix changes or production volumes scale. For example, manufacturers like Shengxin Aluminium operate 35 extrusion presses ranging from 600T to 5500T—enabling them to handle everything from delicate architectural trim to heavy industrial profiles without subcontracting.
Beyond press size, evaluate the aluminium extrusion machine age and maintenance practices. Older equipment with worn cylinders may not achieve rated tonnage consistently, affecting dimensional repeatability. Modern presses with automated temperature monitoring and feedback systems deliver tighter tolerances—especially critical when specifications demand ±0.1mm precision.
Press capacity tells only part of the story. Comprehensive evaluation requires assessing multiple capability dimensions that affect your project outcomes:
What are aluminum extrusions without reliable supply chain support? Even technically capable suppliers can disappoint if communication breaks down or lead times slip unpredictably.
Evaluate how potential partners manage the complete project lifecycle:
Established manufacturers with decades of experience—like those operating comprehensive facilities with 30+ years in the industry—understand what can go wrong and how to prevent it. Their institutional knowledge translates to fewer production hiccups, better first-pass yields, and more predictable delivery schedules.
When reviewing an aluminum extrusion profile catalog or requesting quotes, prioritize suppliers demonstrating integrated capabilities across extrusion, machining, and finishing. This consolidation eliminates the coordination headaches, quality gaps, and finger-pointing that plague multi-vendor supply chains. Your project deserves a partner who takes accountability from die development through mass production—delivering finished aluminum extrusions ready for your assembly line, not raw profiles requiring further processing elsewhere.
The aluminum extrusion process involves heating cylindrical billets to 400-540°C, then forcing the softened metal through a precision-engineered die using hydraulic pressure from 500 to 5,500+ tons. As aluminum passes through the die opening, it takes on the exact cross-sectional shape. The emerging profile is immediately quenched to preserve mechanical properties, stretched to straighten and relieve internal stresses, then cut to specified lengths. Both direct extrusion (billet moves, die stationary) and indirect extrusion (die moves, billet stationary) methods are used depending on profile requirements.
Aluminum extrusion profiles are shaped products created when aluminum alloys are forced through dies with specific cross-sectional openings. These profiles maintain consistent dimensions along their entire length and come in three categories: solid (angles, channels, bars), hollow (tubes, rectangular sections), and semi-hollow (C-channels, snap-fit housings). Common alloys include 6063 for architectural applications requiring excellent surface finish, and 6061 for structural components demanding higher strength. Profiles can be customized with various surface treatments including anodizing and powder coating.
Common aluminum extrusion problems include dimensional inaccuracies from irregular cooling, worn dies, or incorrect extrusion speeds. Surface defects like tearing, die lines, and scratches result from improper lubrication, contamination, or excessive speeds. Blistering occurs when trapped gases form beneath the surface due to die pocket design issues. Twist and bow defects arise from unbalanced flow velocities across the profile. In hollow profiles, visible weld lines indicate improper welding chamber design. Proper die maintenance, temperature control, and process monitoring prevent most quality issues.
Choose 6063 aluminum when your project prioritizes surface appearance, complex geometries, or thin walls—it offers excellent extrudability and accepts decorative finishes beautifully. Select 6061 when maximum strength matters more than aesthetics, as it provides 30-50% higher tensile strength but produces rougher surfaces and limits intricate designs. For architectural applications like window frames, 6063 is standard. For structural components, automotive parts, or load-bearing applications, 6061 delivers superior performance. Consider 6005 as a middle-ground option offering better strength than 6063 with improved extrudability over 6061.
Key cost factors include die tooling ($400-$2,000+ depending on complexity), aluminum alloy pricing ($1,500-$3,500 per metric ton), profile complexity affecting extrusion speed, order volume spreading fixed costs, surface treatments ($800-$1,400 per metric ton for anodizing/powder coating), and secondary processing like CNC machining. Minimum order quantities, lead times, and shipping logistics also impact total project economics. Working with vertically integrated suppliers offering extrusion, finishing, and fabrication under one roof typically reduces costs compared to coordinating multiple vendors.




 dịch vụ trực tuyến
dịch vụ trực tuyến 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Việt
Việt English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Українська
Українська