When you're specifying aluminum extrusions for your next project, the shape and alloy might grab your attention first. But here's what many engineers and architects discover too late: the finish you select can make or break your product's performance. Whether you're designing architectural curtain walls, automotive components, or precision electronics housings, your aluminum finishes directly influence durability, visual appeal, and long-term maintenance costs.
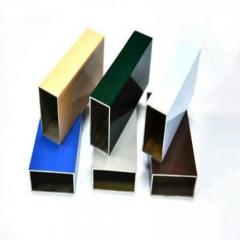
So what exactly constitutes a "finish" for aluminum extrusions? In manufacturing terms, it refers to any surface treatment applied to improve appearance, durability, corrosion resistance, or functionality. These treatments protect raw metal from oxidation, enhance mechanical strength, and deliver specific aesthetic styles—from sleek matte textures to high-gloss metallic sheens.
Imagine specifying beautiful aluminum window frames for a coastal building, only to watch them deteriorate within years because you selected the wrong protective coating. The right surface treatments don't just make products look better—they fundamentally transform how aluminum performs in real-world conditions.
High-quality aluminum coatings provide critical protective qualities that raw material simply cannot offer. Proper finishing enhances resistance to corrosion, UV radiation, scratches, and chemical exposure. For industries like marine, automotive, and construction where durability is non-negotiable, effective aluminum coating solutions determine whether components last five years or fifty.
The right aluminum finish can extend product lifespan by 3 to 5 times under corrosive conditions, transforming a good component into a great long-term investment.
Understanding finishes for aluminum extrusions starts with recognizing two distinct categories: mechanical surface finishes and applied coatings.
Mechanical surface finishes physically alter the aluminum's texture through processes like brushing, polishing, or bead blasting. These treatments remove imperfections, create uniform appearances, and often prepare surfaces for subsequent coating aluminum processes.
Applied coatings add protective or decorative layers onto the aluminum surface. Anodizing, powder coating, and PVDF finishes fall into this category—each offering different levels of protection and aesthetic possibilities.
But wait—what does aluminum look like before any finishing occurs? In its raw mill state, aluminum displays a metallic gray color with visible machining marks and a somewhat dull, industrial appearance. The surface roughness typically ranges from Ra 0.8 to 3.2 µm depending on the extrusion process. While dimensionally accurate, this natural surface offers limited corrosion resistance without further treatment.
Here's something many people don't realize: aluminum naturally forms a thin oxide layer when exposed to air, providing basic corrosion protection. However, this natural layer measures only a few nanometers thick—far too thin for demanding applications. Professional surface treatments create oxide layers or protective barriers hundreds of times thicker, dramatically improving performance.
For engineers, architects, and manufacturers specifying aluminum components, understanding these finish options isn't optional—it's essential. The finish affects everything from how easily you can paint or bond materials to the extrusion, to whether your product meets industry specifications for outdoor exposure. Making informed decisions upfront prevents costly redesigns and premature failures down the road.
Before exploring advanced coatings and specialized treatments, you need to understand where every aluminum extrusion begins: the mill finish. Think of it as the blank canvas from which all other finishing options emerge. Whether you ultimately anodize, powder coat, or leave the surface untreated, mill finish aluminum represents your baseline—and sometimes, it's exactly what your project needs.
So, what is mill finish? Simply put, mill finish aluminum refers to the natural, unprocessed surface condition of aluminum immediately after extrusion. The term "mill finish" comes from the fact that the material exits the rolling mill or extrusion press without any additional chemical treatment or surface alteration.
When you examine mill finished aluminum closely, you'll notice several distinctive characteristics. The aluminum appearance typically displays an undertoned matte silver metallic color—not shiny or polished, but with a subtle industrial quality. You'll often see visible die lines, minor surface variations, and occasional white oxidation spots. These aren't defects; they're simply the natural result of the extrusion process.
Here's what is a mill finish in practical terms: it's aluminum in its most economical and versatile form. According to industry data, mill finish holds approximately 60% of the global aluminum market share—making it by far the most common surface condition you'll encounter.
You might wonder: why would anyone choose bare aluminum over a protective coating? The answer lies in understanding where mill finish aluminum genuinely excels.
Mill finish aluminum naturally forms a thin oxide layer when exposed to air, providing basic corrosion resistance for many indoor and non-demanding applications. While this natural barrier measures only nanometers thick—far less protective than anodized coatings—it's often sufficient for components that won't face harsh environmental exposure.
Another significant advantage? Electrical conductivity. Mill finish aluminum offers better electrical conductivity than anodized or powder coated alternatives because those finishes act as insulators. For grounding applications or electrical enclosures, this characteristic matters considerably.
That said, mill finish aluminum does have limitations. It can develop white, powdery oxidation spots during long shipments—especially in humid conditions. It also offers less thermal conductivity than anodized aluminum, making it less suitable for heat dissipation applications like electronics housings.
The bottom line? Mill finish works brilliantly when you need aluminum's inherent properties—lightweight strength, corrosion resistance, and recyclability—without investing in additional surface treatments. But when your application demands enhanced durability, specific aesthetics, or superior weather resistance, you'll want to explore the finishing options covered in the following sections.
When mill finish aluminum doesn't offer enough protection or visual appeal for your project, anodizing stands out as the go-to solution. This electrochemical process doesn't simply coat the aluminum—it fundamentally transforms the surface into a harder, more durable material. For anodized aluminum extrusions used in everything from smartphone frames to aircraft components, this transformation makes all the difference.
But what exactly happens during anodizing, and how do you choose between different types? Let's break down the science and practical considerations so you can specify the right aluminum protective coating for your application.
Imagine submerging your aluminum extrusion in an acid bath and running electrical current through it. Sounds harsh, right? Yet this is precisely how anodizing creates one of the most durable coatings on aluminum available today.
Here's what actually happens: Aluminum anodizing is an electrochemical process where the aluminum part serves as the anode (positive electrode) in an electrolytic cell. When electrical current passes through the acidic electrolyte solution, oxygen ions combine with aluminum atoms at the surface to form aluminum oxide (Al₂O₃). Unlike paint or powder coating that sits on top of the surface, this oxide layer grows directly from the base metal—half penetrating into the aluminum and half building up above it.
The resulting aluminium surface finish offers remarkable properties. The oxide layer acts as an electrical insulator, provides excellent corrosion resistance, and creates an extremely hard surface. For aluminum surface finishing applications requiring wear resistance, this electrochemical conversion delivers performance that applied coatings simply cannot match.
One crucial detail to remember: you cannot layer anodize over existing anodize. As industry experts note, "you cannot hardcoat over hardcoat, anodize over anodize, build up hardcoat over anodize, chromic over hardcoat, or just add another 0.0005″ to the surface." This means getting your specification right the first time is essential.
Not all anodizing is created equal. The military specification MIL-A-8625 serves as the industry standard, defining six types and two classes of anodizing for non-architectural applications. For most commercial projects, you'll encounter three primary types—each with distinct characteristics suited to different applications.
Type I (Chromic Acid Anodizing) produces the thinnest coating, typically 0.00002" to 0.0001" thick. While offering less abrasion resistance, it provides excellent corrosion protection without significantly affecting dimensional tolerances. Aerospace applications frequently specify Type I when fatigue strength is critical.
Type II (Sulfuric Acid Anodizing) is the most common choice for general-purpose applications. According to anodizing industry sources, Type II typically ranges from 0.0002" to 0.0010" thick, providing an excellent balance of corrosion resistance, wear protection, and dyeability.
Type III (Hardcoat Anodizing) creates the thickest, hardest coating—typically 0.002" or more. This process produces a surface harder than tool steel, making it ideal for high-wear applications. However, hardcoat thickness typically builds up 0.001" per surface, which must be accounted for in dimensional specifications.
| Type | Thickness Range | Hardness | Best Applications | Limitations |
|---|---|---|---|---|
| Type I (Chromic) | 0.00002" - 0.0001" | Moderate | Aerospace components, fatigue-critical parts, precision assemblies | Limited wear resistance, environmental concerns with chromic acid |
| Type II (Sulfuric) | 0.0002" - 0.0010" | Good | Consumer products, architectural trim, electronics housings, decorative applications | Less abrasion resistant than Type III, moderate corrosion protection |
| Type III (Hardcoat) | 0.001" - 0.004" | Excellent (harder than tool steel) | Hydraulic cylinders, valve components, sliding mechanisms, military equipment | Limited color options (typically gray/dark), potential chipping above 0.0035", dimensional buildup concerns |
What about colors? This is where Type II anodizing truly shines. The electrochemical process creates a porous oxide layer that acts as a perfect receptor for organic dyes. According to anodizing specialists, "nearly any color can be incorporated into a properly anodized layer with the exception of white." Common options include black, blue, red, green, gold, and specialty colors like coyote brown for tactical applications.
However, colored anodize requires proper sealing after dyeing. Without this critical step—typically using nickel acetate solution—the dye can leach out or degrade under light, heat, or chemical exposure. The MIL-A-8625 specification designates colored anodize as "Class 2," while clear (non-dyed) finishes are "Class 1."
Keep in mind that Type III hardcoat is typically too dark and dense to accept colors other than black. If you need both extreme hardness and vibrant colors, you may need to explore alternative coatings aluminum solutions—which brings us to powder coating in the next section.

While anodizing transforms aluminum through electrochemistry, powder coating takes a completely different approach—applying a dry polymer finish that opens up virtually unlimited design possibilities. If you've ever admired vibrant architectural facades, colorful outdoor furniture, or sleek automotive trim, chances are you've seen powder coated aluminum parts in action. This versatile coating for aluminum combines aesthetic flexibility with serious protective performance.
Unlike liquid paints that require solvents, powder coating uses electrostatically charged dry powder that bonds to grounded aluminum surfaces before being heat-cured into a tough, uniform finish. The result? A coating that's typically thicker, more durable, and more environmentally friendly than traditional wet painting methods.
What makes powder coating so effective starts with understanding how the process actually works. Each step builds upon the previous one to create a finish that can withstand years of exposure to weather, handling, and everyday use.
The powder itself consists of finely ground particles containing resins, pigments, curing agents, and additives. Common powder types include epoxy (excellent chemical resistance), polyester (superior UV stability), and hybrid formulations that balance both properties. According to industry sources, "the powder coating forms a skin that's thicker than paint, with fewer surface defects and stronger bonding to the aluminum base."
Here's something worth noting: when you coat aluminum using this electrostatic method, any unused powder can be collected and reused. This dramatically reduces material waste compared to liquid painting, where overspray often ends up as hazardous waste.
If anodizing limits your color palette, powder coating blows the doors wide open. Whether you need glossy black, matte white, metallic bronze, or a custom color matched to your brand guidelines, coatings for aluminum through powder application can deliver virtually any shade you can imagine.
Texture options expand your design possibilities even further. You can specify smooth finishes for a clean modern look, textured surfaces that hide fingerprints and minor imperfections, or metallic effects that catch light beautifully. Gloss levels range from flat matte (5%) to high gloss (95%), giving you complete control over final appearance.
But appearances only matter if the finish lasts. That's where AAMA specifications come into play—particularly important for architectural coatings for aluminium applications exposed to outdoor conditions.
| Specification | Warranty Period | Key Performance Requirements | Best Applications |
|---|---|---|---|
| AAMA 2603 | 1 Year | 1,500 hours humidity/salt spray resistance; slight chalking or fading acceptable | Residential applications, interior commercial, cost-sensitive projects |
| AAMA 2604 | 5 Years | 3,000 hours humidity/salt spray; max 5 DE color change; >30% gloss retention | Commercial buildings, storefronts, general architectural applications |
| AAMA 2605 | 10 Years | 4,000 hours humidity; 2,000 hours cyclic corrosion; >50% gloss retention; <10% film loss | Monumental projects, high-rise facades, coastal/harsh environments |
According to TCI Powder Coatings' AAMA User Guide, "residential and some commercial applications specify AAMA 2603-15. Commercial and architectural developments specify AAMA 2604-13 and AAMA 2605-13. Monumental and prestigious commercial projects specify AAMA 2605-13."
The environmental benefits deserve attention too. Powder coating contains no solvents or volatile organic compounds (VOCs), making it safer for workers and the environment. This solvent-free process has become increasingly important as regulations tighten around industrial emissions.
When comparing powder coating to anodizing, each excels in different areas. Powder coating offers unlimited colors and better chip resistance for decorative applications. Anodizing provides superior hardness and maintains the metallic appearance of aluminum. For projects requiring both vibrant aesthetics and robust protection, powder coating often emerges as the preferred choice—especially when AAMA-certified performance is required for architectural installations.

While anodizing and powder coating add protective layers to aluminum, mechanical surface finishes take a fundamentally different approach—they physically alter the metal's texture through controlled abrasion and polishing. Think of it this way: instead of painting a canvas, you're sculpting the surface itself to create distinct visual and tactile effects.
These aluminum surface finishes serve dual purposes. Sometimes they're the final treatment, delivering sleek brushed panels or mirror-like reflective surfaces. Other times, they're essential preparation steps that ensure subsequent coatings adhere properly. Understanding when and how to apply each technique gives you greater control over your finished product's appearance and performance.
Ever noticed how some aluminum products have that soft, understated glow while others appear completely flat and non-reflective? These differences come down to how aggressively the surface has been abraded—and with what materials.
A satin aluminum finish delivers a subtle sheen with reduced reflectivity compared to polished surfaces. According to industry finishing specialists, this aluminium satin finish is achieved through controlled abrasion using fine abrasive belts or brushes that create a uniform, directional texture. The result? A sophisticated metallic appearance that minimizes fingerprints and handling marks while maintaining visual warmth.
The satin finish aluminium look works particularly well for consumer electronics, appliances, and architectural panels where you want elegance without the maintenance demands of highly polished surfaces. Light reflects softly rather than harshly, creating a premium aesthetic that photographs beautifully and ages gracefully.
Moving further along the reflectivity spectrum, a matte aluminum finish creates an even more subdued appearance. This aluminum matte finish virtually eliminates surface shine through more aggressive texturing processes like bead blasting or heavy sanding. The matt aluminum finish scatters light in multiple directions rather than reflecting it uniformly, producing that characteristic flat, non-glossy look.
Bead blasting—also called sandblasting—is particularly effective for creating uniform matte textures. As aluminum finishing experts explain, "aluminum sandblasting is a mechanical surface preparation process where abrasive materials are propelled at high velocity onto the aluminum surface. This removes contaminants, roughens the surface, and creates a uniform matte texture."
The choice of abrasive media significantly affects the final matte aluminum finish. Glass beads produce a softer, finer texture suitable for decorative applications. Aluminum oxide creates more aggressive profiles ideal for parts requiring enhanced coating adhesion. Garnet and plastic media offer middle-ground options depending on the aluminum alloy and desired surface characteristics.
Beyond satin and matte finishes, mechanical processing opens up a world of distinctive surface effects. Each technique creates unique visual signatures that can define your product's aesthetic identity.
Brushed finishes produce fine, linear textures using abrasive belts or wire brushes moved in a controlled direction across the aluminum surface. According to surface finishing references, "brushing is a mechanical surface treatment that produces a fine, linear texture on aluminum surfaces. The motion direction determines the grain pattern—typically straight, circular, or cross-hatched."
This distinctive directional grain gives brushed aluminum its contemporary, industrial-chic appeal. You'll find it everywhere from laptop casings and kitchen appliances to automotive interiors and architectural trim. The linear texture serves a practical purpose too—it effectively masks fingerprints, scratches, and everyday handling marks that would stand out prominently on polished surfaces.
Mirror polishing sits at the opposite end of the spectrum, creating highly reflective surfaces that literally function as mirrors. This process involves progressive stages of abrasive compounds and polishing wheels that gradually refine the surface texture. Starting with coarser abrasives that remove machining marks, the process advances through increasingly finer compounds until achieving surface roughness values as low as Ra 0.05 µm.
Mirror-polished aluminum finds applications in lighting reflectors, decorative architectural elements, automotive trim, and anywhere maximum reflectivity enhances functionality or visual impact. However, this finish demands more maintenance—every fingerprint and water spot becomes immediately visible.
For applications requiring even smoother, more uniform reflectivity, bright dipping offers a chemical alternative to mechanical polishing. As finishing specialists note, "bright dipping is a chemical polishing process that enhances the reflectivity and appearance of aluminum surfaces by removing a very thin oxide layer and surface irregularities—without any abrasive contact."
Here's something many designers overlook: mechanical finishes aren't just about appearance—they're often critical preparation steps for subsequent coating application. The relationship between surface preparation and coating adhesion can make or break your finished product's durability.
When you bead blast or sand aluminum before anodizing, powder coating, or painting, you're doing more than cleaning the surface. You're creating microscopic peaks and valleys—called surface profile—that give coatings something to grip. Industry sources confirm that "sandblasting is used to clean aluminum, improve surface adhesion for coatings (such as anodizing, painting, or powder coating), and achieve specific textures."
The surface profile must match your intended coating system. Too smooth, and coatings may peel. Too rough, and you'll need excessive coating thickness to achieve a uniform appearance. Experienced finishers select abrasive types and blast pressures based on the specific coating that will follow—creating optimal conditions for long-term adhesion and performance.
| Finish Type | Appearance | Process Method | Typical Applications |
|---|---|---|---|
| Brushed | Linear grain pattern with soft metallic sheen; directional texture | Abrasive belts or wire brushes moved in controlled direction under pressure | Consumer electronics, appliances, automotive interiors, architectural panels |
| Satin | Subtle sheen with reduced reflectivity; uniform, refined appearance | Fine abrasive media or brushes creating controlled, non-directional texture | Furniture hardware, decorative trim, premium consumer products |
| Matte/Bead Blasted | Flat, non-reflective surface; uniform texture without visible grain | High-pressure projection of glass beads, aluminum oxide, or other abrasive media | Pre-anodizing preparation, anti-glare surfaces, industrial components |
| Mirror Polished | Highly reflective, mirror-like surface; maximum gloss | Progressive mechanical polishing with increasingly fine abrasive compounds | Lighting reflectors, decorative architectural elements, automotive trim |
| Bright Dipped | Chemical polish creating uniform high reflectivity without mechanical marks | Immersion in heated phosphoric/nitric acid bath; often by anodizing | Reflective components, decorative products requiring precise dimensional control |
One important consideration: mechanical finishing processes can be final treatments or intermediate steps—but they require different approaches depending on your end goal. If brushing is your final finish, you'll want to protect it with a clear anodize or lacquer. If you're brushing as preparation for powder coating, the texture characteristics matter more than the visual appearance at that stage.
With mechanical finishes understood, your next question might involve extreme performance requirements. What happens when standard anodizing or powder coating simply won't survive your application's environmental demands? That's where specialized coatings for demanding environments come into play.
Standard anodizing and powder coating handle most applications brilliantly—but what happens when your aluminum extrusions face extreme UV exposure, corrosive marine atmospheres, or high-friction mechanical contact? That's when specialized aluminium surface treatments step up to deliver performance that conventional finishes simply cannot match.
From fluoropolymer coatings that maintain their appearance for decades on building facades to ceramic oxide layers harder than steel, these advanced aluminium surface treatment technologies address the most challenging performance requirements across aerospace, marine, architectural, and industrial sectors.
When architects specify aluminum curtain walls for skyscrapers or coastal buildings, they often turn to PVDF (polyvinylidene fluoride) coatings—commonly known by the trade name Kynar. Since its introduction in 1965, this fluoropolymer has established an unmatched track record for architectural applications requiring exceptional weathering resistance.
What makes PVDF so special? According to industry specialists, "PVDF paints maintain their color and finish under prolonged exposure to sunlight and weather," delivering color stability and UV resistance that standard powder coatings struggle to match. Many major manufacturers offer 20-year warranties backed by over half a century of proven performance data.
However, PVDF comes with trade-offs worth considering:
The decision between PVDF and advanced powder coatings has become more nuanced recently. Recent developments like AkzoNobel's 30-year warranty on powder coatings demonstrate that powder can now contend with PVDF's historical durability advantages. Yet PVDF's superior repairability, smaller minimum order quantities, and proven long-term performance keep it relevant for monumental architectural projects.
Sometimes you don't need a thick protective layer—you need a thin, functional treatment that provides corrosion protection while maintaining electrical conductivity or preparing surfaces for subsequent finishes. That's exactly what chromate conversion coating for aluminum delivers.
According to surface treatment specialists, "Alodine is a chromate conversion coating that protects aluminum and other metals from corrosion" while leaving a base that provides better adhesion for organic coatings. Unlike anodizing or powder coating, this aluminium protective coating transforms the existing surface through chemical reaction rather than adding separate layers.
The beauty of chromate conversion lies in its dimensional precision—the coating thickness measures only 0.00001-0.00004 inches (0.25-1 μm), making it ideal for tight-tolerance aerospace and electronics parts. The process meets MIL-DTL-5541 specifications, with Class 1A providing maximum corrosion protection and Class 3 maintaining electrical conductivity for grounding applications.
Modern facilities increasingly use trivalent chromium formulations (Type II) instead of traditional hexavalent systems (Type I) to comply with RoHS and REACH environmental regulations while maintaining protective performance. This evolution reflects the industry's commitment to safer processes without sacrificing coating reliability.
When conventional coatings reach their limits, emerging technologies offer solutions for the most demanding applications. Two standout options deserve attention:
Micro-Arc Oxidation (MAO) represents a significant advancement over traditional anodizing. According to MAO specialists, this electrochemical process "creates a hard, dense, and corrosion-resistant ceramic layer" through controlled high-voltage plasma discharges. The resulting coating is harder than tool steel, provides excellent thermal insulation, and bonds metallurgically to the aluminum substrate.
Unlike standard anodizing that produces porous layers, MAO creates highly integrated ceramic coatings resistant to wear, corrosion, and thermal shock. Applications span aerospace components, automotive parts, and medical devices where extreme durability matters.
Teflon coating aluminum addresses applications requiring low friction and non-stick properties. PTFE (polytetrafluoroethylene) coatings reduce friction coefficients dramatically, making them ideal for sliding mechanisms, food processing equipment, and mold release applications. These protective coatings for aluminum combine the base metal's lightweight strength with surface properties that prevent sticking and minimize wear.
Each specialized coating addresses specific performance requirements that standard finishes cannot meet. For marine environments, enhanced chromate pretreatment by high-performance topcoats provides multi-layer protection against salt spray corrosion. Aerospace applications frequently combine chromate conversion with subsequent painting to achieve both corrosion resistance and paint adhesion. Industrial equipment benefits from MAO's ceramic hardness where aluminum must withstand continuous abrasive contact.
With these specialized options understood, the question becomes: how do you select the right finish for your specific application? The next section provides a structured framework for matching finish properties to your project's exact requirements.
You've explored anodizing, powder coating, mechanical finishes, and specialized coatings—but now comes the critical question: which one actually fits your project? Choosing the right aluminum finish isn't about finding the "best" option universally. It's about matching specific finish properties to your application's environmental demands, aesthetic goals, durability requirements, and budget realities.
Think of finish selection as solving a puzzle where multiple pieces must fit together. A finish that performs brilliantly on indoor consumer electronics might fail spectacularly on a coastal building facade. Understanding how different types of surface finishes interact with your project's unique constraints transforms guesswork into confident specification.
Before diving into industry-specific recommendations, you need a framework for evaluating finishes against your project's core requirements. Four primary factors drive most finish selection decisions:
Environmental Exposure: Where will your aluminum components live? Indoor applications face minimal UV, moisture, and temperature cycling—mill finish or basic powder coating often suffices. Outdoor installations demand UV-resistant coatings like AAMA 2605-compliant finishes. Marine environments require enhanced corrosion protection through specialized pretreatments and topcoats. Industrial settings may prioritize chemical resistance or wear protection over aesthetics.
Aesthetic Requirements: What visual impression must your finished product create? The different types of surface finishes available range from raw industrial mill finish to mirror-polished reflectivity. Architectural projects often require specific color matching and uniform appearance across large surface areas. Consumer products might emphasize tactile quality and fingerprint resistance. Some applications prioritize function over form entirely.
Durability Expectations: How long must the finish perform, and under what conditions? A 20-year warranty requirement points toward PVDF or high-performance anodizing. Short product lifecycles may justify more economical options. High-wear applications need hardcoat anodizing or specialized ceramic coatings regardless of appearance preferences.
Budget Constraints: What can you realistically invest in finishing? Types of metal finish options span from virtually free (mill finish) to premium specialized coatings costing several dollars per square foot. Understanding the cost-performance relationship helps you avoid both under-specifying (leading to premature failure) and over-specifying (wasting budget on unnecessary performance).
Not all types of aluminum respond equally to finishing processes. The alloy you've selected for structural or thermal reasons significantly influences which finishes will perform optimally.
6063 Aluminum: This architectural alloy excels with anodizing, producing uniform, attractive finishes with excellent color consistency. Its lower copper and silicon content minimizes surface defects during electrochemical processing. Most architectural anodizing specifications assume 6063 as the base material. Powder coating adheres well with proper pretreatment.
6061 Aluminum: Preferred for structural applications requiring higher strength, 6061 contains more alloying elements that can create visible variations in anodized surfaces. According to finishing industry guidelines, caustic etch by architectural-class anodic coating helps minimize these variations. Powder coating often produces more consistent results on 6061 when uniform appearance matters.
For types of extruded aluminum used in specialized applications, always verify finish compatibility with your supplier. Some high-strength aerospace alloys require specific pretreatments, while certain casting alloys may not anodize acceptably at all.
Different industries approach finish selection with distinct priorities. Understanding these patterns helps you benchmark your specifications against proven practices.
Architectural Projects: Aesthetics and long-term performance dominate decision-making. According to specification guidelines from Southern Aluminum Finishing, architectural applications typically specify Class I or Class II anodic coatings conforming to AAMA 611 standards, with color uniformity requirements limiting variation to no more than 5E (CMC). High-performance spray coatings meeting AAMA 2605 requirements provide 20-year warranties for demanding exterior applications. Color selection often follows established designations—light bronze, medium bronze, dark bronze, statuary bronze, and black represent common architectural choices.
Industrial Applications: Corrosion resistance and functional performance outweigh visual considerations. Chromate conversion coatings provide baseline protection for components receiving additional treatment. Hardcoat anodizing serves high-wear surfaces. Powder coating with AAMA 2604 compliance offers a practical balance between cost and durability for equipment housings and enclosures.
Consumer Products: Cost and appearance must balance carefully. As industry sources note, "anodized aluminum is ideal for consumer products such as electronics and cookware" due to its combination of durability, color options, and premium appearance. Brushed mechanical finishes reduce fingerprint visibility on handheld devices. Mill finish works for hidden components or parts receiving further processing.
Aerospace and Defense: Specifications dominate—typically MIL-A-8625 for anodizing and MIL-DTL-5541 for chromate conversion. Type III hardcoat protects high-wear components. Chemical film treatments maintain electrical conductivity for grounding applications. Every finish choice requires documented compliance with applicable military or aerospace standards.
Use this comprehensive table as your decision-making tool when specifying finishes for aluminum extrusions. Cross-reference your application requirements against each option's characteristics to identify the best candidates for further evaluation.
| Finish Type | Durability Rating | Cost Tier | Best Applications | Key Limitations |
|---|---|---|---|---|
| Mill Finish | Low to Moderate | $ (Lowest) | Hidden structural components, parts for further processing, cost-sensitive indoor applications | Limited corrosion protection, inconsistent appearance, visible machining marks |
| Type II Anodizing (Clear) | Good | $$ | Consumer electronics, architectural trim, decorative applications requiring metallic appearance | Limited color options without dyeing, shows substrate variations |
| Type II Anodizing (Dyed) | Good | $$ | Consumer products, signage, decorative components requiring specific colors | Some colors not UV-stable for exterior use, requires proper sealing |
| Type III Hardcoat Anodizing | Excellent | $$$ | Hydraulic components, sliding mechanisms, military equipment, high-wear industrial parts | Dark gray/black color only, potential chipping at high thickness, dimensional buildup |
| Powder Coating (AAMA 2603) | Moderate | $$ | Residential applications, interior commercial, cost-sensitive exterior projects | Limited outdoor lifespan, may chalk or fade within 5 years |
| Powder Coating (AAMA 2604) | Good | $$-$$$ | Commercial storefronts, general architectural, outdoor furniture | 5-year warranty limit, moderate UV resistance |
| Powder Coating (AAMA 2605) | Very Good | $$$ | High-rise facades, monumental architecture, coastal environments | Higher cost, requires certified applicators |
| PVDF/Kynar Coating | Excellent | $$$$ | Monumental buildings, curtain walls, projects requiring 20+ year performance | Highest cost, limited gloss options, high VOC content, high curing temperature |
| Chromate Conversion | Moderate | $ | Aerospace components, paint pretreatment, parts requiring electrical conductivity | Thin coating, limited standalone protection, environmental regulations on hexavalent chrome |
| Brushed/Satin Mechanical | Low (without topcoat) | $-$$ | Consumer electronics, appliances, decorative panels—often with clear anodize topcoat | Requires protective topcoat for durability, shows handling damage without protection |
| Micro-Arc Oxidation | Excellent | $$$$ | Aerospace wear components, high-performance sporting goods, medical devices | Highest cost, limited availability, specialized process requirements |
With this framework in hand, your finish selection process becomes systematic rather than arbitrary. Start by eliminating options that don't meet your minimum environmental or durability requirements. Then evaluate remaining candidates against aesthetic preferences and budget constraints.
Remember that finish selection often involves trade-offs. The most durable option may exceed your budget. The most beautiful finish might not survive your operating environment. The most economical choice could lead to costly early replacement. Finding the optimal balance requires honest assessment of your true priorities.
When specifications remain unclear, consider requesting samples finished with your top candidates. Seeing and handling actual finished aluminum often clarifies decisions that spreadsheet comparisons cannot resolve. Many finishing providers offer sample programs specifically for specification development.
Once you've narrowed your options, the next consideration becomes equally important: how will you maintain your chosen finish over its service life? Understanding maintenance requirements before finalizing specifications prevents unpleasant surprises after installation.
You've selected the perfect finish for your aluminum extrusions—but your responsibility doesn't end at installation. Even the most durable coated aluminum requires proper care to deliver its full performance potential. Understanding maintenance requirements upfront helps you set realistic expectations, plan service budgets, and prevent costly premature failures.
Here's the good news: properly maintained aluminum surface treatment systems can last decades. According to industry data, well-maintained aluminum cladding can last over 40 years when properly installed and cared for. The key lies in matching your maintenance approach to your specific finish type.
Different finishes demand different care strategies. What works perfectly for anodized surfaces might damage powder coating—and vice versa. Following finish-specific maintenance protocols protects your investment and maximizes service life.
Painted and Powder Coated Surfaces: According to AAMA maintenance guidelines, factory-applied heat-cured finishes like Kynar, Hylar, and powder coatings are "extremely durable" but still benefit from regular cleaning. Use mild soap solutions safe for bare hands—similar to car wash products. Avoid strong acids, alkalis, or abrasive cleaners that can damage the aluminium coated surface.
Anodized Surfaces: Anodized aluminum treatment creates an extremely hard, colorfast surface that tolerates slightly more aggressive cleaning than painted finishes. Mild soap solutions work well, but you can use products like Scotch-Brite pads to remove scuff marks that would damage paint. Always rinse thoroughly and dry with a soft cloth.
Mill Finish Aluminum: Raw aluminum mill finish requires minimal maintenance for indoor applications. For exterior use, periodic cleaning removes accumulated dirt before it traps moisture against the surface. Inspect regularly for white oxidation spots that indicate the natural oxide layer is working—but also signals exposure to environmental stress.
Even the best finishes can fail when subjected to improper care, environmental abuse, or specification errors. Recognizing common failure modes helps you catch problems early—before minor issues become major repairs.
Chalking: This powdery surface residue indicates UV degradation of the coating's resin system. Prevention starts with specifying appropriate UV-resistant finishes (AAMA 2605 for demanding exterior applications). Regular cleaning removes chalk before it accumulates, while periodic waxing provides additional protection.
Fading: Color change results from pigment degradation under UV exposure. Some colors—particularly bright reds and yellows—fade faster than others. Specify proven color formulations with documented fade resistance. Industry experts note that "eventually, coatings will fail" as moisture gradually penetrates—making proper initial specification critical.
Peeling and Adhesion Loss: When coatings separate from aluminum substrates, the root cause usually traces back to inadequate surface preparation or contamination before coating. Prevention requires thorough cleaning and proper pretreatment during initial finishing. Once peeling occurs, affected areas need stripping and refinishing—touch-up paint alone won't solve adhesion problems.
Corrosion: Despite aluminum's natural oxide protection, corrosion can develop at coating breaches, cut edges, or areas of galvanic contact with dissimilar metals. Regular inspection catches early corrosion before it spreads. Touch-up procedures recommend sanding painted damage with progressively finer paper (finishing at 180-220 grit), cleaning with denatured alcohol, then applying touch-up paint sparingly.
Understanding realistic service life helps you evaluate finish investments accurately. Environmental conditions dramatically affect longevity—a finish lasting 30 years in a controlled indoor environment might show significant degradation within 10 years in harsh coastal exposure.
Warranty coverage varies significantly by finish type and specification. AAMA 2603 powder coatings typically carry 1-year warranties. AAMA 2604 extends to 5 years. AAMA 2605 and PVDF coatings offer 10-20 year coverage. However, warranties only protect you when proper maintenance has been performed—neglected finishes often void warranty claims.
Proper specification and maintenance don't just extend finish life—they protect your warranty rights and ensure your aluminum investment delivers its full performance potential over decades of service.
Document your maintenance activities. Keep records of cleaning dates, products used, and inspection findings. This documentation proves invaluable if warranty claims become necessary—and helps you optimize maintenance schedules based on actual field performance rather than generic recommendations.
You've mastered the technical knowledge—understanding anodizing types, powder coating specifications, mechanical finishes, and specialized coatings. But translating that knowledge into successful projects requires one more critical element: partnering with the right aluminum finishing provider. The difference between adequate results and exceptional outcomes often comes down to how effectively you communicate specifications and whether your finishing partner can deliver comprehensive capabilities under one roof.
Think about it this way: even perfect specifications fail when executed by inexperienced finishers. Conversely, skilled aluminium surface finishing partners can elevate good specifications into outstanding finished products. Finding that ideal partnership transforms your aluminum finishing projects from stressful coordination exercises into streamlined, predictable processes.
Clear, complete specifications eliminate ambiguity and prevent costly misunderstandings. According to the Aluminum Association's designation system, proper finish specifications combine letter-number codes that identify each processing step—from mechanical preparation through final coating.
Here's how the system works: Each designation begins with "AA" (Aluminum Association), by codes for mechanical finish (M), chemical finish (C), and anodic coating (A). For example, AA-M10 C12 C22 A31 specifies an Architectural Class II clear matte anodized finish—starting with as-fabricated mechanical condition, by inhibited chemical cleaning, medium matte etch, and clear anodic coating.
When preparing RFQs or project documents, include these essential elements:
For complex specifications, consider providing reference samples that demonstrate acceptable appearance. As finishing industry experts recommend, coming prepared with detailed project information—including material composition, surface area, desired finish, and performance requirements—streamlines the quoting process and ensures accurate pricing.
Not all finishing providers offer equal capabilities. Some specialize in single processes like anodizing. Others provide comprehensive services spanning multiple finish types, machining, and assembly. Understanding what to look for helps you identify partners capable of supporting your projects from concept through production.
When evaluating potential partners, ask these critical questions:
The most valuable partnerships come from manufacturers offering integrated extrusion and finishing capabilities. When you can finish aluminum profiles at the same facility that produces them, you eliminate shipping between vendors, reduce lead times, and maintain tighter quality control throughout the process.
Consider Shengxin Aluminium as an example of this integrated approach. With over 30 years of industry experience and 35 advanced extrusion presses ranging from 600T to 5500T, they provide comprehensive aluminum processing services that include anodizing (with custom colors like Champagne and Rose Gold), powder coating, PVDF, and micro-arc oxidation—all under one roof. This end-to-end capability means your project moves seamlessly from die development through mass production without the coordination headaches of managing multiple vendors.
Integrated providers also offer advantages for alu finish consistency. When the same team controls extrusion parameters and finishing processes, they can optimize both for your specific requirements. Surface preparation, alloy selection, and coating application work together as a system rather than disconnected steps handled by separate organizations.
The right aluminum finishing partnership delivers more than quality coatings—it provides technical expertise, process integration, and responsive collaboration that transforms your specifications into exceptional finished products.
As you move forward with your aluminium finishes projects, remember that specification knowledge is just the starting point. Success comes from combining that knowledge with capable finishing partners who understand your industry's requirements and can deliver consistent results at scale. Whether you need standard architectural anodizing or specialized micro-arc oxidation for demanding applications, choosing partners with comprehensive in-house capabilities streamlines your path from design concept to finished aluminum extrusions ready for installation.
Aluminum extrusion surfaces can have several finish types: mill finish (raw, unprocessed state), anodized finish (electrochemical oxide layer for durability), powder coating (baked polymer for unlimited colors), PVDF coating (fluoropolymer for extreme weather resistance), and mechanical finishes like brushed, satin, or mirror-polished textures. Each finish offers different levels of protection, aesthetics, and functionality depending on your application requirements.
Type III hardcoat anodizing produces the most durable surface, creating a ceramic layer harder than tool steel with excellent wear and corrosion resistance. For color applications, AAMA 2605 powder coating and PVDF (Kynar) coatings offer exceptional durability with 10-20 year warranties. Micro-arc oxidation represents the ultimate in hardness for specialized industrial applications. The best choice depends on whether you prioritize abrasion resistance, UV stability, or corrosion protection.
Anodizing is an electrochemical process that converts the aluminum surface into a hard oxide layer, maintaining the metallic appearance while providing excellent hardness and wear resistance. Powder coating applies a separate polymer layer electrostatically, offering unlimited color options, better chip resistance, and environmental benefits (no VOCs). Anodizing excels for durability and metallic aesthetics; powder coating wins for color variety and decorative applications.
Mill finish refers to aluminum's natural surface condition immediately after extrusion, without additional treatment. It displays a matte silver appearance with visible die lines and holds approximately 60% of the global aluminum market. Use mill finish for hidden structural components, cost-sensitive indoor applications, parts receiving further processing, or when electrical conductivity matters. It's not recommended for exterior applications requiring enhanced corrosion resistance or specific aesthetics.
AAMA 2603 (1-year warranty) suits residential and interior applications with limited outdoor exposure. AAMA 2604 (5-year warranty) works well for commercial storefronts and general architectural applications requiring moderate UV resistance. AAMA 2605 (10-year warranty) is specified for high-rise facades, monumental projects, and coastal environments demanding maximum weathering performance. Choose based on expected service life, environmental exposure, and project importance.




 dịch vụ trực tuyến
dịch vụ trực tuyến 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Việt
Việt English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Українська
Українська