If you want the short answer to how aluminum extrusions are made, start with three things: a heated billet, a shaped die, and enough pressure to force solid aluminum into a continuous form.
Aluminum extrusion is a manufacturing process in which a heated aluminum billet is pushed through a steel die so the metal comes out as a long profile with a fixed cross-section. Because the opening in the die stays the same, the shape stays the same too, which makes extrusion ideal for parts such as channels, tubes, frames, angles, and structural members.
For readers searching what is aluminum extrusion process, a simple comparison helps. It works a bit like squeezing material through a shaped opening, except the material is aluminum alloy and the force comes from a powerful ram. This aluminum extrusion process explained in plain language also shows why the shape repeats consistently along the full length.
The billet starts as a solid aluminum log cut to length. It is heated until it is soft enough to flow under pressure without melting, then loaded into the press. A ram pushes the billet forward, the die controls the outline, and the emerging metal becomes the finished profile shape. Some buyers casually call this the aluminum extrusions process, but the core idea is always controlled metal flow through a die.
Extrusion is different from casting, where molten metal is poured into a mold. It also differs from rolling, which reduces metal into simpler forms like sheet, and from machining, which removes material from solid stock. By contrast, the aluminum extrusion process creates near-net shapes with good surface finish and often less follow-up machining. That is why it is so common in window frames, heat sinks, rails, tubes, and structural systems. Simple on the surface, the real precision comes from the tightly managed stages wrapped around the press itself.
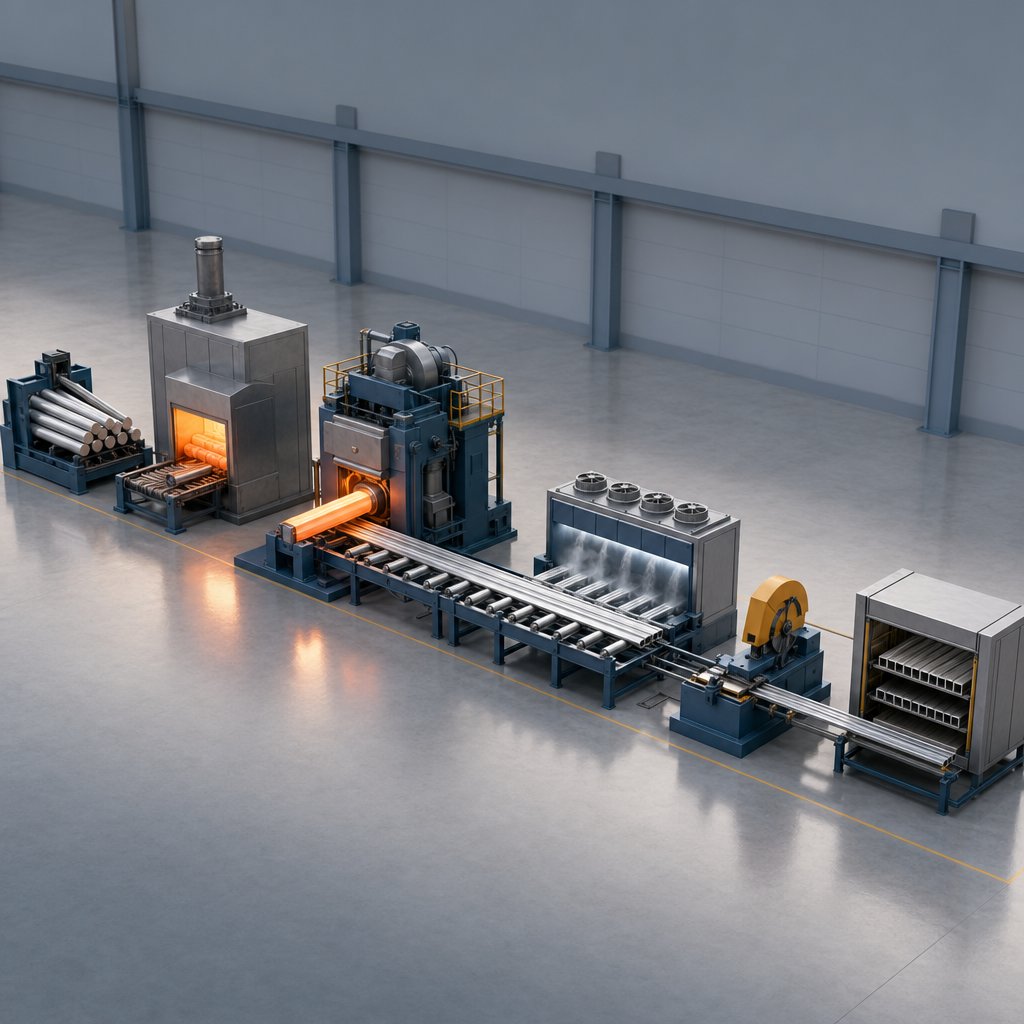
That simple picture of pushing a billet through a die only works because the line follows a tightly controlled sequence. Think of it as an aluminum extrusion process flow chart in motion. Each step prepares the metal for the next one. In practice, the aluminum extrusion manufacturing process is less like a single press stroke and more like a linked set of aluminum extrusion process steps where heat, pressure, and handling all affect the final profile.
The journey starts before the press closes. First, the alloy is chosen to match the job, then the billet is cut to the required length. Both the tooling and the metal are heated before extrusion begins. A detailed process guide describes die preheating at about 450-500 C and billet preheating at about 400-500 C, which makes the billet workable without melting it. The hot billet is then transferred to the press, and lubrication may be applied at the billet head to help prevent sticking during loading.
This is the stage most people imagine, but it is only the middle of the aluminum extrusion manufacturing process steps. The AL Circle QC guide notes that if a billet overheats, the metal can flow too freely and cause cracks or surface defects. If it stays too cold, it may stick in the die and damage tooling.
| Stage | Purpose | Common quality risk |
|---|---|---|
| Alloy and billet prep | Match material to product needs | Composition variation or poor homogeneity |
| Die and billet preheating | Prepare tooling and improve metal flow | Overheating, underheating, or sticking |
| Pressing through the die | Form the profile cross-section | Surface defects or dimensional inaccuracy |
| Run-out and quench | Support and cool the hot extrusion | Warping or inconsistent properties |
| Stretching and final cutting | Straighten and size the profile | Bow, twist, or handling marks |
| Secondary operations and packing | Reach final condition and protect parts | Scratches, missed defects, or mixed lengths |
If you were sketching an aluminum extrusion process flow chart, this is the backbone. Even so, the same sequence can behave very differently depending on how the press works and what kind of profile the die is being asked to produce.
That press sequence can lead to very different results depending on how the billet moves and what kind of cross-section the die must create. Among modern aluminum extrusion processes, a few variations have an outsized effect on force, finish, cost, and profile complexity. For buyers and designers, these differences explain why one shop may quote a shape easily while another flags it as difficult.
In direct extrusion, also called forward extrusion, the metal flows in the same direction as the ram. It is the most widely used and economical route, and it is commonly used for aluminum bars, tubes, and profiles, as described by Mastar Metal. Its main drawback is friction. Because the heated billet moves against the container, force demand is higher and surface quality can suffer if the process is not well controlled.
Indirect extrusion, or backward extrusion, sends the metal out in the opposite direction of the applied force. The same source notes that this method can reduce extrusion force by 30 to 40 percent and raise extrusion speed by 30 to 50 percent, while also improving flow uniformity and dimensional accuracy. The tradeoff is a more complex press arrangement, higher equipment cost, size limits tied to the die stem, and greater sensitivity to billet surface condition.
Many industrial and architectural profiles are made with hot extrusion because it balances aluminum formability with practical production throughput.
If your search term is hot extrusion process aluminum, the practical idea is simple. The billet is heated before pressing so it flows through the die more readily, which supports longer profiles and more demanding shapes. Cold extrusion uses little or no billet preheating, so resistance is higher and the range of practical profile geometries is usually narrower. In everyday production, hot extrusion is the more common fit for standard aluminum profile work.
Alu4All defines solid shapes as sections with no enclosed spaces, hollow shapes as sections with at least one fully enclosed void, and semi-hollow shapes as sections with partially enclosed, very tight channels. That classification matters on the press. Solid profiles are usually the simplest to run. The hollow aluminum extrusion process is more demanding because creating an enclosed void requires more specialized tooling and closer control of any internal weld or seam areas formed during metal rejoining. Semi-hollow profiles sit between the two, often looking manageable on a drawing while still creating flow-balance and finish challenges in production.
| Process type | Material condition | Profile capability | Tooling demands | Cost implications | Typical applications |
|---|---|---|---|---|---|
| Direct extrusion | Usually heated billet | Broad versatility for solid and hollow profiles | Mature process, but higher friction load | Lower equipment investment, strong value for volume runs | Architectural sections, general industrial profiles, tubes |
| Indirect extrusion | Usually heated billet | Good precision and more uniform metal flow, with size limits | More complex press arrangement and cleaner billet surface needs | Higher capital cost, but lower force demand | Precision tubes, bars, transport and aerospace parts |
| Hot extrusion | Billet preheated | Best fit for long profiles and greater shape complexity | Requires stable heat control | Efficient balance of formability and throughput | Most standard industrial and architectural extrusions |
| Cold extrusion | Little or no billet preheat | More limited profile freedom, higher resistance | Higher force demand and tighter process window | More selective use, often for smaller parts | Specialty components where hot runs are not the first choice |
| Solid profiles | Varies by route | No enclosed voids, generally easiest to extrude | Lowest relative tooling complexity | Usually the lowest tooling risk | Angles, flats, channels, simple structural sections |
| Hollow profiles | Commonly hot extruded | Enclosed voids, high functionality, more complexity | Specialized hollow tooling and seam control | Higher tooling and process-control cost | Pipes, tubes, framed sections, multi-void profiles |
| Semi-hollow profiles | Commonly hot extruded | Partially enclosed spaces, moderate to high complexity | Tight openings can make flow control difficult | Often costlier than they first appear | Narrow-slot sections and tight-channel designs |
So the result is shaped by more than press tonnage alone. Friction, void geometry, and seam behavior all push the process in different directions, and those tradeoffs become much clearer when you look inside the die itself, where metal flow is finally controlled.
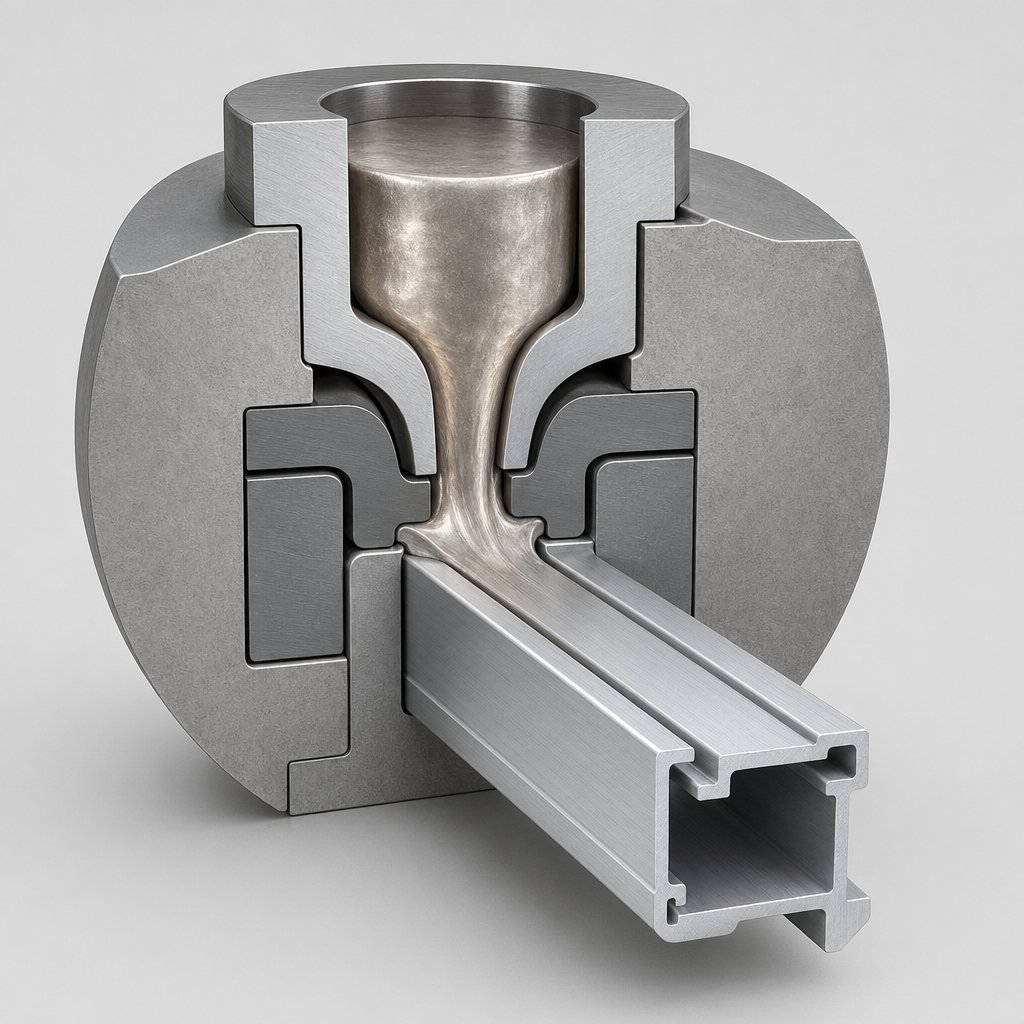
On a drawing, the die can look like a simple outline at the end of the press. Real tooling does much more. In practice, the die is the main flow-control device, and the aluminum extrusion die process largely determines wall consistency, dimensional accuracy, surface quality, and line stability. A basic aluminum extrusion process diagram rarely shows that hidden job, but it is where many quality results are decided.
Engineers begin with profile analysis. They study geometry, wall-thickness changes, and structural needs, then design the die layout and flow paths so aluminum reaches each part of the section as evenly as possible. The opening defines the target shape. Bearings act like fine adjustments that speed up or slow down local flow. For more complex sections, ports, bridges, mandrels, and other support geometry guide the metal around internal features and hold delicate tool elements in place. Flow balancing matters because uneven exit speed can distort the profile, hurt finish, and widen tolerances, a point reinforced in the AEC design guide.
That is why symmetry matters so much. Balanced shapes are easier to feed uniformly. Large wall-thickness jumps, crowded features, and high tongue-ratio details shrink the safe process window, so aluminum extrusion process control becomes harder to maintain from one billet to the next.
Solid profiles usually run through simpler dies because only the outside contour has to be formed. Hollow shapes demand more elaborate arrangements that create the outer wall and the internal void at the same time. Those internal supports also influence seam location where metal rejoins inside the die. A plain channel may extrude steadily, while a multi-void frame with thin internal webs can be far more sensitive to imbalance, heat, and press speed. This is one reason attractive CAD concepts do not always translate into stable production.
The same reference on die design points to several common failure sources: incorrect bearing lengths, uneven metal distribution, poor allowance for thermal expansion, and rough internal die surfaces. Each one can show up later as distortion, surface marks, or inconsistent dimensions. Simulation helps catch many of these issues before steel is cut, and precision machining plus EDM improve the accuracy and smoothness of the finished die, which supports better repeatability.
| Feature level | Typical traits | Tooling concern |
|---|---|---|
| Easy | Symmetrical open sections, moderate walls | Lower flow-balance risk |
| Difficult | Wall-thickness variation, offset mass, semi-enclosed details | Closer bearing and flow-path tuning |
| High-risk | Thin internal walls, narrow gaps, multi-void hollows, high tongue-ratio features | Greater instability and finish risk |
The tool sets the limits, but material choice still changes how those limits behave on the press. Alloy is where that conversation gets practical.
Die geometry sets the path, but alloy chemistry decides how willingly the metal follows it. In the aluminum alloy extrusion process, that choice affects far more than strength on a datasheet. It changes how easily the billet flows, how clean the surface looks, how fast the press can run, and how carefully the profile must be quenched and aged afterward.
The 6000 series is the workhorse of extrusion because its aluminum-magnesium-silicon chemistry offers a rare mix of good extrudability, corrosion resistance, and heat-treatability. That balance is summarized well in this alloy comparison. For manufacturers, that means one family can cover clean architectural trim, medium-strength transport sections, and heavier structural shapes without leaving the basic extrusion route.
Even within the same family, though, the metal does not behave the same way. A profile that runs smoothly in 6063 may require a slower, tighter process window in 6082. That is why experienced plants do not treat aluminum extrusion process parameters as one fixed recipe.
If surface appearance matters most, 6063 is usually the favorite. It is known for excellent extrudability and smooth finishes, which is why it shows up so often in windows, doors, curtain walls, and decorative sections. 6061 moves the balance toward strength and machinability, making it a common choice for structural parts and machined components. 6005 sits between the two, fitting medium-strength structural extrusions such as transport frames and access systems. 6082 pushes strength highest among these four, but it is also harder to extrude, so it is better suited to thicker, load-bearing profiles than delicate show surfaces.
| Alloy | Extrudability | Finish quality | Strength potential | Typical fit | Press strategy |
|---|---|---|---|---|---|
| 6063 | Excellent | Excellent | Moderate | Architectural and decorative profiles | Supports thin, precise shapes and attractive surfaces |
| 6061 | Moderate | Fair to good | High | Structural and machining-heavy parts | Needs closer control when finish and strength both matter |
| 6005 | Fair | Fair | Medium-high | Transport, ladders, scaffolding, structural sections | Useful middle ground for stronger extrusions |
| 6082 | Difficult | Fair | Very high | Heavy-duty structural and marine uses | Best for thicker profiles and tighter process control |
The easiest alloy to extrude is not always the best alloy for final performance.
Settings at the press shift with the alloy. Notes from MAT Aluminum describe a broad 6000-series billet preheat window of about 400-540 C, with die temperature around 426 C before extrusion. The same source also shows why alloy-specific control matters: for 6063, mechanical properties stop improving once general extrusion temperature rises above about 540 C, while too low a temperature can leave strength below target.
That is the practical lesson. Softer-running alloys like 6063 usually give more freedom for complex shapes and appearance-driven work. Stronger alloys often need more conservative ram speed, closer temperature control, and more careful quenching because final properties depend on holding alloying elements in solution before aging. Good aluminum extrusion processing, then, starts with the end-use requirement and ends with a matching thermal path. The shape may leave the die first, but the alloy still has to be cooled, straightened, and aged into its final condition.
A profile may have the right shape when it leaves the die, but it is still hot, dimensionally sensitive, and not yet in its final temper. That is why the press is only the middle of the job. Quenching, cutting, straightening, aging, finishing, and inspection turn a newly formed length into a usable product with stable properties and a dependable surface.
Fresh extrusions are cooled quickly so the alloy keeps the right solid-solution condition for later heat treatment. In a Metals study, porthole-die-extruded 6063 profiles were online water quenched before artificial aging. After cooling, long lengths are cut into manageable sections and mechanically stretched. This aluminum extrusion stretching process improves straightness and alignment, and it also works as an aluminum extrusion stress relieving process by reducing distortion locked in during extrusion and quench.
For 6xxx alloys, aging is where much of the usable strength develops. The same 6063 research found that hardness increased as aging time increased because strengthening precipitates formed and grew, while expansion ratio decreased, showing the familiar tradeoff between strength and ductility. If you are researching the artificial aging process for 6063-t52 aluminum extrusion, that is the practical takeaway: controlled aging after quench helps move the profile toward its specified property set rather than leaving it in a softer, less stable state.
Only then do appearance and downstream readiness come into focus. An ADM overview places coating after cooling, stretching, and hardening, which fits normal shop flow. In other words, the aluminum extrusion coating process, whether anodizing or powder coating, works best after the profile is dimensionally settled. Before pack out or fabrication, shops usually check:
Some profiles move through these steps with little trouble. Others expose how strongly geometry influences stability, finish quality, and scrap risk once the metal is off the press.
Many defects that show up after quenching, stretching, or inspection actually begin on the drawing. A profile can look clean in CAD and still be difficult to run at production speed. In the aluminum profile extrusion process, geometry controls how evenly metal flows, how hard the die works, and how stable the line stays from billet to billet. That is why manufacturable design affects not only quality, but also aluminum extrusion process costs.
The most extrusion-friendly shapes are balanced, simple, and consistent. Guidance from a DFM guide emphasizes uniform wall thickness, symmetrical sections, and radiused transitions because they reduce flow imbalance, die stress, twist, and surface streaks. As a starting point, that guide suggests keeping wall-thickness variation near a 2:1 ratio or less, using internal fillets around 0.5 to 1.0 mm where space allows, and limiting fin height-to-gap to about 4:1.
Solid sections are usually the easiest to produce. Standard channels, bars, and simple open shapes give the die more support and usually run faster. A basic aluminum tube extrusion process is also common, but closed hollows need more complex tooling than a solid profile. Semi-hollow concepts often sit in the tricky middle ground, especially when a narrow opening leads into a deeper cavity.
Complexity does not need to look dramatic to be expensive. Rivexa's DFM guide flags non-uniform walls, overly complex internal voids, ignored pull direction, and blanket-tight tolerances as common causes of warping, rework, and tooling changes.
| Feature group | Typical examples | Main manufacturing effect |
|---|---|---|
| Easy | Symmetrical open sections, moderate walls, simple ribs | Lower die stress, steadier flow, better throughput |
| Challenging | Offset mass, deep channels, semi-hollow slots, extruded screw bosses | More flow balancing, slower speed, closer straightness control |
| High-risk | Multi-void hollows, very thin fins, sharp transitions, crowded thin webs | Higher tooling complexity, seam sensitivity, scrap and finish risk |
Small design edits often pay back quickly. If a shape is pushing the process too hard, split one difficult profile into two simpler mating parts, replace a fully hollow section with an open channel where sealing is not required, or move ultra-precise features to light machining after extrusion. Those choices can improve line stability, reduce die iterations, and make surface quality more repeatable. In practice, the best profile is rarely the one with the most features. It is the one that delivers function without fighting metal flow, which brings supplier capability into focus just as much as profile design itself.

A clean profile on paper can still turn into delays, scrap, or finish problems if the factory cannot hold the process steady. Supplier selection works best when you examine the whole manufacturing chain, not just the press itself. A practical aluminum extrusion press line process outline should show how design review, die trial, extrusion, machining, finishing, inspection, and packing connect.
More steps under one roof usually means fewer handoffs and faster correction when something drifts. The same guide notes that in-house CNC machining, cutting, welding, and surface treatment can improve consistency and turnaround. Finishing matters too. This finishing guide explains why anodizing and powder coating are not interchangeable. Anodizing builds a protective oxide layer with a metallic look, while powder coating adds a thicker decorative coating with broad color options and strong outdoor durability when the right chemistry is used.
For simple stock sections, a basic supplier may be enough. Custom profiles and finished components are different. When one manufacturer manages the aluminum extrusion full process, scheduling is easier and responsibility is clearer. Shengxin Aluminium is one real example of that model, with more than 30 years of experience, 35 extrusion presses, precision CNC machining, and multiple anodizing and powder coating lines. That kind of capability stack is worth looking for because it ties design support, production capacity, and downstream finishing into one workflow. In the end, the right partner is not just selling profiles. It is protecting the manufacturability built into them.
The process starts with alloy selection and billet cutting. The billet and die are heated, the billet is loaded into the press, and ram force pushes the aluminum through the die to form a continuous shape. After the profile exits, it is cooled, cut, straightened, aged to reach its required temper, then inspected, finished if needed, and packed for shipment.
In direct extrusion, the aluminum moves in the same direction as the ram, which makes it the more common and economical route for many profiles. In indirect extrusion, the metal flows in the opposite direction, which can reduce friction and improve flow uniformity, but it also requires a more specialized press setup and may limit size or tooling options.
Most extruded profiles use 6000 series alloys because they balance good formability with useful final properties. 6063 is popular for smooth architectural sections, 6061 is widely chosen for stronger parts that may need machining, 6005 suits medium-strength structural work, and 6082 is often selected for heavier-duty applications where strength matters more than easy extrusion.
Shape complexity changes how evenly metal can move through the die. Thin fins, deep narrow channels, large wall-thickness changes, crowded features, and hollow multi-void sections all make flow control harder and increase the risk of distortion, surface issues, or tooling stress. Simpler, more balanced profiles with smoother transitions are usually easier to produce consistently.
Look for more than press capacity alone. A strong supplier should offer design-for-extrusion input, suitable press range, dependable inspection, and useful secondary services such as CNC machining, anodizing, and powder coating. An integrated manufacturer can reduce delays between steps; for example, Shengxin Aluminium combines extrusion, machining, and finishing in-house, which can simplify custom projects that need end-to-end coordination.




 dịch vụ trực tuyến
dịch vụ trực tuyến 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Việt
Việt English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Українська
Українська