When you're planning a construction framework, designing a custom shelving unit, or fabricating equipment guards, you'll likely encounter one of the most versatile aluminum shapes available: the angle extrusion. But what exactly is this profile, and why has it become the go-to choice for professionals and DIY enthusiasts alike?
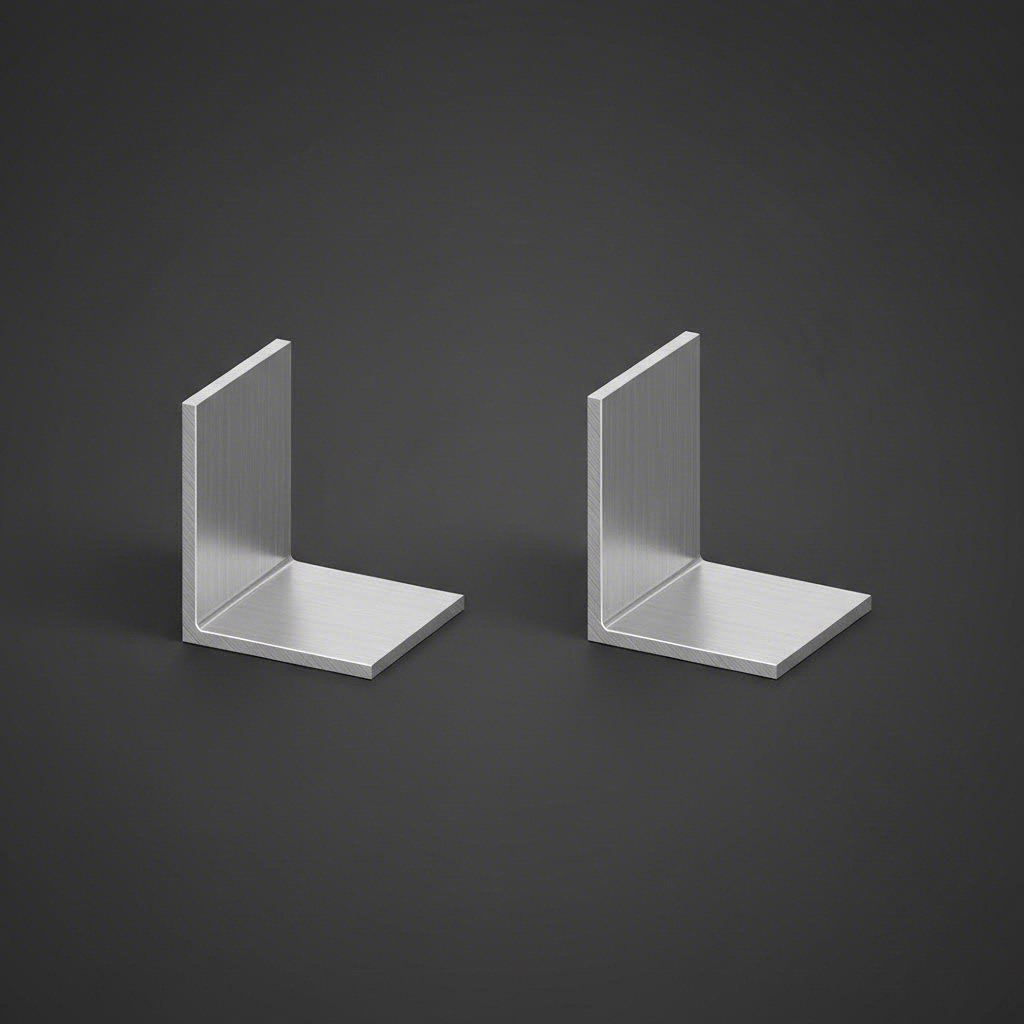
Angle aluminum extrusion is an L-shaped metal profile manufactured by forcing heated aluminum alloy through a precision-engineered die, creating a consistent cross-section with two perpendicular legs that meet at a 90-degree corner.
This manufacturing process—called extrusion—transforms raw aluminum billets into precise geometric shapes with remarkable consistency. The heated aluminum, typically between 800°F and 925°F, becomes pliable enough to flow through the die opening while retaining structural integrity. Once cooled, the extruded aluminum angle maintains tight dimensional tolerances that rolled or bent steel simply cannot match.
Understanding the basic terminology helps you navigate specifications with confidence. An aluminum angle extrusion consists of two flat surfaces called "legs" that intersect at a right angle. You'll encounter two primary configurations:
Wall thickness is another critical specification you'll see on every product listing. This measurement—often expressed as fractions like 1/8" or 1/4"—indicates the material thickness of each leg. Thicker walls provide greater structural strength but add weight and cost, while thinner profiles work perfectly for trim applications or light-duty frames.
Sounds like steel angle iron could do the same job? Not quite. While mild steel angle iron certainly has its place in heavy-duty structural applications, an aluminum extruded angle offers distinct advantages that make it the smarter choice for many projects:
Of course, steel remains the better choice when maximum load-bearing capacity takes priority over weight or when budget constraints favor its lower material cost. However, for applications ranging from lightweight frames and furniture to transport components and architectural trim, aluminium angle profiles deliver an unbeatable combination of strength-to-weight ratio, durability, and workability.
Now that you understand what these versatile aluminum shapes are and how they're manufactured, you're ready to explore the specific sizes, alloys, and configurations available for your project.
Choosing the right profile for your project starts with understanding how aluminum angles sizes are specified and what dimensions are readily available. Whether you're sourcing a small trim piece for decorative edging or a heavy-duty structural member for equipment framing, knowing how to read dimensional specifications saves time and prevents costly ordering mistakes.
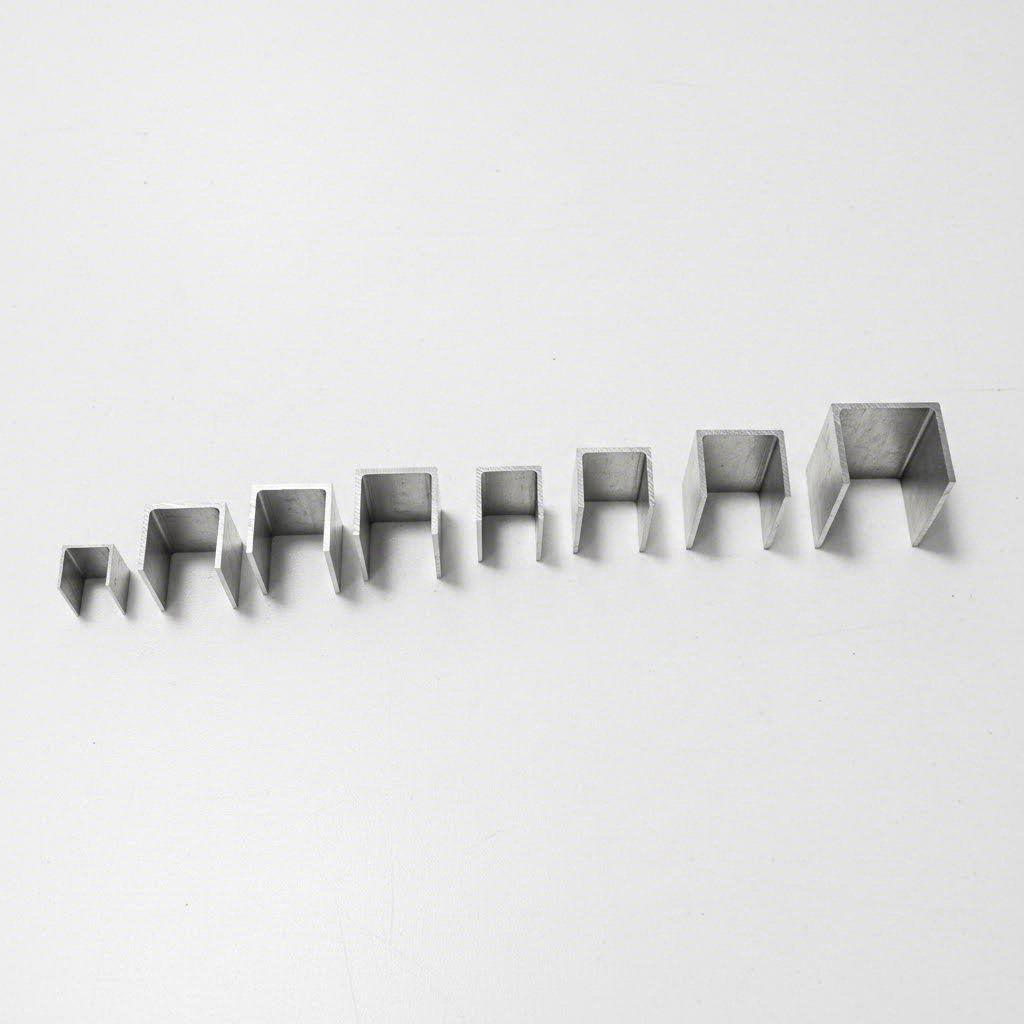
The standard sizing convention follows a simple format: leg height x leg width x wall thickness. For equal leg angles, you'll often see this abbreviated—a "2 x 2 x 1/8" profile means both legs measure 2 inches with a 1/8 inch thickness throughout. Unequal leg profiles list both dimensions separately, such as "1.5 x 2 x 0.125" indicating one leg at 1.5 inches and the other at 2 inches.
Aluminum angles range from compact 3/4-inch trim profiles up to robust 8-inch structural members. Most fabrication projects fall within the 1-inch to 4-inch range, where you'll find the widest selection of wall thickness options. Smaller profiles work beautifully for edge protection, decorative frames, and light assemblies, while larger sizes handle structural framing, machine bases, and heavy equipment guards.
The following table presents common aluminum angle sizes based on ASTM B308 specifications, giving you the dimensional data needed for accurate project planning:
| Size Designation | Leg Dimensions | Wall Thickness | Weight per Foot (lb) | Typical Applications |
|---|---|---|---|---|
| 0.75 x 0.75 x 0.125 | 3/4" x 3/4" | 1/8" | 0.203 | Decorative trim, light edging |
| 1.00 x 1.00 x 0.125 | 1" x 1" | 1/8" | 0.277 | Small frames, hobby projects |
| 1.00 x 1.00 x 0.250 | 1" x 1" | 1/4" | 0.515 | Corner bracing, reinforcement |
| 1.50 x 1.50 x 0.125 | 1-1/2" x 1-1/2" | 1/8" | 0.424 | Shelf supports, light brackets |
| 1.50 x 1.50 x 0.250 | 1-1/2" x 1-1/2" | 1/4" | 0.809 | Medium-duty framing |
| 2.00 x 2.00 x 0.125 | 2" x 2" | 1/8" | 0.578 | Workbench frames, furniture |
| 2.00 x 2.00 x 0.250 | 2" x 2" | 1/4" | 1.11 | Structural supports, cart frames |
| 2.00 x 2.00 x 0.375 | 2" x 2" | 3/8" | 1.607 | Heavy equipment mounting |
| 3.00 x 3.00 x 0.250 | 3" x 3" | 1/4" | 1.684 | Machine frames, conveyors |
| 3.00 x 3.00 x 0.500 | 3" x 3" | 1/2" | 3.227 | Heavy structural framing |
| 4.00 x 4.00 x 0.250 | 4" x 4" | 1/4" | 2.282 | Large equipment bases |
| 4.00 x 4.00 x 0.500 | 4" x 4" | 1/2" | 4.414 | Industrial structural supports |
Wall thickness dramatically affects both structural capacity and overall weight—two factors that directly impact your project's success. The 1/8 aluminum angle remains the most popular choice for general-purpose applications because it strikes an excellent balance between rigidity and workability. At this 1/8 inch thickness, profiles are sturdy enough for most framing and support applications yet light enough for easy handling and efficient material use.
When do you need thicker walls? Consider these guidelines:
Weight per foot becomes especially important when calculating material costs, shipping expenses, and structural load requirements. Notice how a 2" x 2" angle nearly doubles in weight when moving from 1/8" to 1/4" wall thickness—from 0.578 lb/ft to 1.11 lb/ft. For large projects requiring hundreds of feet of material, these differences add up quickly.
What tolerances should you expect? Standard extruded aluminum angles typically meet tolerances of ±0.012" on leg dimensions and ±0.010" on wall thickness for smaller profiles. Larger structural angles may have slightly wider tolerances. Always verify specific tolerance requirements with your supplier when precision matters for your assembly.
With a solid grasp of available sizes and specifications, you're now equipped to evaluate the alloy options that determine how your chosen profile will perform under real-world conditions.
You've identified the perfect size for your angle aluminum extrusion—but have you considered what's actually inside that profile? The alloy composition and heat treatment determine whether your aluminum angle bar will hold up under structural loads, resist corrosion in outdoor environments, or accept a flawless anodized finish. Understanding these material specifications transforms you from someone who simply orders parts into an informed specifier who selects the right material for the job.
Two alloys dominate the extruded angle market: 6061 and 6063. Both belong to the 6000-series aluminum family, containing magnesium and silicon as their primary alloying elements. However, their subtle compositional differences create significant performance variations that affect everything from weldability to surface finish quality.
Imagine you're sourcing aluminum angle stock for two different projects—a structural machine frame and decorative window trim. Would the same alloy work for both? Probably not. Here's why these two common alloys suit different applications:
6061 Aluminum (Structural Alloy)
6063 Aluminum (Architectural Alloy)
The bottom line? Choose 6061 aluminum angle bars when structural performance and machinability take priority. Select 6063 when appearance, corrosion resistance, or complex l channel aluminum shapes matter most. Many suppliers stock both alloys in common sizes, giving you flexibility based on project requirements.
Seeing "T6" or "T5" after an alloy number? These temper designations tell you exactly how the aluminum was heat-treated after extrusion—and this treatment dramatically affects mechanical properties. According to the Aluminum Association's standardized temper system, here's what you need to know:
Practical selection guidance: For most alum angle bar applications, you'll encounter 6063-T5 for architectural work and 6061-T6 for structural requirements. If your project involves welding, remember that T6 temper loses its heat treatment in the weld zone. You'll either need post-weld heat treatment or should design around the reduced strength in welded areas.
When formability matters—say you're creating custom brackets with tight bends—consider specifying T4 temper and heat treating after fabrication. This approach lets you form the material easily, then achieve T6 strength through subsequent aging.
Armed with this alloy and temper knowledge, you can now match material specifications to your specific performance requirements. Next, we'll explore how profile geometry—equal leg versus unequal leg configurations—further influences your design options.
Now that you understand alloy grades and temper designations, it's time to tackle a decision that directly shapes your project's functionality: should you choose equal leg or unequal leg angle profiles? This isn't just about aesthetics—the leg configuration you select determines how loads distribute, where mounting points align, and whether the finished assembly performs as intended.
Think of it this way: equal leg angles offer symmetry and balanced strength, while unequal leg profiles provide flexibility for specific mounting scenarios. Choosing correctly from the start eliminates frustrating workarounds during fabrication.
When both legs of your 90 degree angle aluminum share identical dimensions—say, a 2 inch aluminum angle measuring 2" x 2"—you get symmetrical load distribution across both axes. This balance makes equal leg profiles the natural choice for:
The aesthetic advantage shouldn't be overlooked either. Equal leg configurations present a balanced, professional appearance in visible applications like furniture frames, architectural details, and retail fixtures. A 1 2 aluminum angle with matching legs creates clean visual lines that asymmetrical profiles simply cannot replicate.
Imagine mounting a shelf bracket to a wall. You want maximum fastening surface against the wall, but the projecting support ledge only needs to be wide enough to hold the shelf. An unequal leg angle—perhaps 1" x 2"—gives you that longer mounting leg while keeping the support leg appropriately sized.
Unequal leg profiles excel when:
According to industry fabrication guidelines, unequal angles work beautifully as shelf brackets, ledge supports, and awning frames where one side is fixed to a surface and the other carries the load.
| Profile Type | Common Applications | Structural Advantages | Selection Criteria |
|---|---|---|---|
| Equal Leg (e.g., 2" x 2") | Corner bracing, framing, modular assemblies, furniture | Symmetrical load distribution, rotational flexibility | Choose when both legs share similar structural duties |
| Unequal Leg (e.g., 1" x 2") | Wall brackets, shelf supports, awning frames, ledges | Optimized material use, larger mounting surface | Choose when mounting and support requirements differ |
| Slotted Aluminum Angle | Adjustable shelving, T-slot assemblies, modular systems | Repositionable connections without drilling | Choose when adjustment flexibility is essential |
| Anodized Aluminum Angle | Architectural trim, decorative frames, visible installations | Enhanced corrosion resistance, aesthetic finish | Choose when appearance and durability both matter |
| 135 Degree Aluminium Angle | Octagonal frames, bay windows, corner transitions | Creates obtuse corners without custom fabrication | Choose for non-perpendicular corner applications |
Specialized profiles worth knowing: Beyond standard equal and unequal configurations, slotted aluminum angle profiles feature pre-cut slots along one or both legs. These slots accept bolts or T-nuts, enabling adjustable positioning without drilling—perfect for prototyping, modular storage systems, or applications requiring periodic reconfiguration.
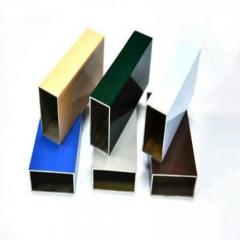
For decorative work, anodized aluminum angle profiles offer both beauty and protection. The electrochemical anodizing process creates a hard, corrosion-resistant surface layer available in clear, bronze, black, or custom colors. Aluminum angle 1 inch profiles in anodized finishes frequently appear as architectural trim, picture frame accents, and visible furniture components.
Don't overlook 135 degree aluminium angle profiles for specialized corner applications. While standard angles meet at 90 degrees, these obtuse-angle profiles create the 135-degree intersections needed for octagonal frames, bay window trim, or other multi-sided structures. Having the correct angle eliminates the need for complex miter cuts and custom welding.
With the right profile geometry selected, the next consideration is where your angle extrusion will actually be used—and that's where industry-specific application guidance becomes invaluable.
You've selected your alloy, chosen your temper, and decided between equal and unequal leg profiles. But here's the real question: how do these decisions translate into actual projects? Understanding how different industries use aluminum angle profiles helps you match specifications to real-world requirements—and avoid over-engineering or under-specifying your material.
The versatility of l angles makes them indispensable across virtually every sector that builds, manufactures, or assembles. However, what works perfectly for decorative aluminium angle trim would fail miserably as a machine frame component. Let's break down the specific requirements by industry so you can specify with confidence.
Walk through any modern building, and you'll find aluminum angle profiles working behind the scenes—and sometimes in plain sight. The construction industry relies on these extrusions for everything from structural support to decorative finishing, with material specifications varying dramatically based on the specific role.
Structural Framing and Support
Architectural Trim and Finishing
According to Tri-State Aluminum's application guide, 6063 aluminum is frequently used for construction appliances and architectural trim, while 6061 handles braces and structural supports where higher strength is necessary.
Step onto a factory floor, and you'll spot aluminum angle profiles forming the skeleton of countless machines, guards, and material handling systems. Manufacturing applications typically prioritize structural performance over surface aesthetics, favoring 6061-T6 alloy with heavier wall thicknesses.
Machine Frames and Bases
Safety and Material Handling
Transportation and Aerospace
Not every aluminum angle ends up in commercial construction or industrial manufacturing. Home workshops and maker spaces consume significant quantities for projects ranging from practical furniture to creative fabrications.
Matching specifications to applications: The key insight across all these industries is that application requirements drive material selection—not the other way around. Load-bearing structural work demands thicker walls (1/4" or greater) and stronger alloys (6061-T6), while decorative aluminium angle trim prioritizes surface finish quality and accepts lighter gauges in 6063-T5. Environmental exposure determines whether mill finish suffices or anodized/powder-coated surfaces are necessary.
With a clear picture of how different industries apply these versatile profiles, you're ready to explore the surface finish options that protect your aluminum and enhance its appearance for specific environments.
You've specified the right alloy, selected the perfect profile geometry, and matched your angle extrusion to application requirements. But there's one more decision that dramatically affects both performance and appearance: surface finish. The treatment you choose determines how your angled aluminium resists corrosion, what it looks like in the final installation, and how much you'll spend on the finished product.
Think about where your project lives. An indoor equipment frame has vastly different demands than coastal architectural trim or aluminum angle black finishes for high-end retail displays. Let's walk through each finish option so you can match surface treatment to your specific environment and aesthetic goals.
Mill Finish: The Raw Starting Point
Every extruded angle starts as mill finish—the natural surface condition straight from the extrusion press. This raw surface displays a slightly matte, silvery appearance with minor die lines and handling marks. For hidden structural applications or parts destined for further processing, mill finish offers the most economical choice.
Mechanical Finishes: Brushed and Polished
When you need enhanced appearance without the added protection of anodizing or coating, mechanical finishes transform the surface texture. According to Wrisco's finishing guide, brushed aluminum creates a distinctive matte texture with fine directional lines that reduce reflectivity while maintaining metallic appeal. Polished aluminum takes the opposite approach—buffing creates a mirror-like, highly reflective surface ideal for decorative applications.
Anodizing isn't just a coating—it's a transformation. This electrochemical process converts the aluminum surface into an extremely hard aluminum oxide layer that becomes part of the metal itself. Unlike paint that sits on top and can chip away, anodized surfaces are integral to the material.
Pioneer Metal Finishing explains that anodizing increases the thickness of naturally occurring oxide layers, enhancing corrosion and wear resistance far beyond what untreated aluminum provides. The result is a durable, long-lasting protective layer with several key benefits:
Anodizing Types for Different Requirements:
When you need unlimited color options combined with outstanding durability, powder coating delivers. This process electrostatically applies dry powder particles to the aluminum surface, then heat-cures them into a tough, uniform finish. Unlike liquid paint, powder coating creates a thicker, more resilient layer without runs or drips.
Matching Finish to Environmental Exposure:
Your installation environment should drive finish selection. Here's practical guidance for common scenarios:
The finish you select impacts not just appearance but long-term maintenance costs and service life. A properly anodized or powder-coated surface can last decades without recoating, while mill finish in exposed conditions may require periodic treatment. Factor these lifecycle considerations into your specification decisions.
With surface finish options now clear, you're ready to move from specification to fabrication—starting with the practical techniques for cutting and working with your aluminum angle profiles.

You've specified the perfect profile, selected the right alloy, and chosen an appropriate surface finish. Now comes the hands-on work: how to cut angle aluminum cleanly and fabricate it into finished assemblies. Unlike steel, aluminum's unique properties—lower melting point, tendency to gum up blades, and softer surface—demand specific techniques to achieve professional results.
Whether you're building a workbench frame from 2x2 aluminum angle iron or creating precise brackets from 1 8 angle aluminum, mastering these fabrication fundamentals prevents costly mistakes and wasted material.
The question of how to cut angle aluminum comes down to selecting the right tool for your material thickness and desired finish quality. Each cutting method has distinct advantages, and choosing correctly means cleaner edges with less post-processing.
Power Saw Cutting (Miter Saw or Circular Saw)
For most angle aluminum bar projects, a miter saw or circular saw equipped with a carbide-tipped blade designed for non-ferrous metals delivers the cleanest, fastest cuts. According to Speciality Metals, these power tools offer speed and precision ideal for thicker profiles or larger quantities.
Band Saw Cutting
For curved cuts or thicker structural angles, a band saw with a fine-toothed bi-metal blade offers excellent control. The continuous cutting action generates less heat than circular blades, reducing warping risk on thicker sections.
Hacksaw Method for Small Projects
Don't overlook the humble hacksaw for occasional cuts or when power tools aren't available. A fine-toothed blade (18-24 TPI) combined with slow, steady strokes produces surprisingly clean results on smaller profiles—though this method requires patience and physical effort for thicker material.
Creating aluminum angle with holes for bolted connections requires attention to detail that differs from drilling steel. Aluminum's softness makes it prone to grabbing drill bits and creating oversized or elongated holes if you're not careful.
MG Metals recommends the following approach for clean, precise holes:
Joining Methods for Aluminum Angles
Once your pieces are cut and drilled, joining them into assemblies requires choosing the right connection method:
Common Fabrication Mistakes to Avoid
With these fabrication techniques mastered, you can transform raw aluminum angle extrusions into precision-fitted assemblies. The next step is developing a systematic approach to selecting the right profile specifications for your specific project requirements.
You've absorbed the fundamentals—alloys, tempers, profile geometries, finishes, and fabrication techniques. But here's where theory meets reality: how do you translate project requirements into a specific aluminum angle extrusion specification? Without a systematic selection framework, it's easy to over-specify (wasting budget) or under-specify (risking failure).
Think of profile selection as answering a series of interconnected questions. Each answer narrows your options until you arrive at the ideal specification. Let's walk through this decision-making process step by step, starting with the most critical factor: structural requirements.
Every successful specification starts with understanding what the profile actually needs to do. A decorative picture frame and an industrial conveyor support might both use l shaped aluminum extrusion, but they demand dramatically different specifications. Consider these key selection factors:
Load Requirements and Structural Calculations
How much weight or force will your aluminum angle extrusions bear? This single question drives most specification decisions. According to Industrial Profile Systems, resistance to deflection under load rises rapidly as profile size increases—a 1" square piece could be bent by hand, while a 4x4 aluminum angle can support the weight of a small car.
Environmental Exposure Considerations
Where will your aluminum angle 1 1 2 or larger profile actually live? Environmental conditions dictate both alloy selection and surface treatment requirements:
Aesthetic Requirements
Will your aluminum l channel be visible in the final installation? Appearance requirements influence everything from alloy grade to surface finish:
| Selection Factor | Questions to Ask | Specification Impact |
|---|---|---|
| Load Requirements | What weight must the profile support? Is loading static or dynamic? Are forces concentrated or distributed? | Determines profile size (aluminum l channel sizes), wall thickness, and alloy grade (6061-T6 for heavy loads) |
| Environmental Exposure | Indoor or outdoor? Humidity levels? Coastal proximity? Chemical exposure? | Drives surface treatment selection—mill finish vs. anodize vs. powder coating |
| Aesthetic Requirements | Will the profile be visible? What appearance standards apply? Color matching needed? | Influences alloy choice (6063 for appearance), finish type, and color specifications |
| Fabrication Needs | Will you weld, bend, or extensively machine the profile? Post-purchase forming required? | Affects temper selection (T4 for forming, T6 for strength) and alloy weldability requirements |
| Budget Constraints | What's the target cost per foot? Total project budget for materials? | Balances profile size, wall thickness, alloy grade, and finish against cost limits |
| Availability | Standard stock or custom extrusion? Lead time requirements? Minimum order quantities? | May require specification adjustments to match available inventory or acceptable lead times |
Let's be realistic—budget matters. But optimizing value doesn't mean simply choosing the cheapest option. It means finding the specification that delivers required performance at the lowest total cost, including installation, maintenance, and service life.
Material Cost Factors
Several specification choices directly impact per-foot pricing:
Total Cost of Ownership Thinking
The purchase price tells only part of the story. Consider these lifecycle factors:
Practical Value Optimization Strategies
How do you get the most performance for your budget? Consider these approaches:
When to Invest More
Some situations justify higher-specification profiles despite increased cost:
With this systematic selection framework, you can confidently move from project requirements to final specifications. The next step is finding quality suppliers who can deliver the profiles you've specified—along with the technical support to refine your selections when needed.
You've developed your specifications, selected the right alloy and profile geometry, and determined the surface finish requirements. Now comes the final critical step: finding an aluminum angle supplier who can actually deliver what you've specified—on time, within budget, and to the quality standards your project demands.
The difference between a reliable supplier and a problematic one often doesn't become apparent until you're mid-project, facing delays, quality issues, or communication breakdowns. By evaluating potential aluminium angle suppliers systematically before placing orders, you protect your project from costly disruptions and ensure the angle aluminum for sale you receive matches your expectations.
Not all suppliers are created equal. Some are simply traders reselling stock from various sources, while others are integrated manufacturers controlling quality from raw billet to finished product. Understanding these differences helps you choose partners appropriate for your project complexity and quality requirements.
According to industry procurement guidelines, evaluating aluminum extrusion supplier capability requires looking beyond price quotes to assess actual manufacturing infrastructure, quality systems, and service capabilities.
Essential Supplier Evaluation Criteria:
Lead Time Benchmarks:
Understanding typical production timelines helps you plan procurement realistically:
When standard profiles don't meet your requirements—whether due to unusual dimensions, specialized geometries, or integrated features—you need a supplier with genuine custom extrusion capabilities. This is where the distinction between traders and manufacturers becomes critical.
A true manufacturing partner offers end-to-end capabilities from die development through mass production, with the equipment and expertise to handle your specific requirements. For example, Shengxin Aluminium's deep processing services demonstrate what comprehensive manufacturing capability looks like: 35 extrusion presses ranging from 600T to 5500T, in-house CNC machining centers for precise cutting, drilling, and bending, plus integrated surface treatment facilities for anodizing (including custom colors like champagne and rose gold), powder coating, and PVDF finishes.
When Custom Extrusion Makes Sense:
Evaluating Custom Extrusion Partners:
Making Your Final Selection:
With evaluation criteria established, narrow your options by requesting quotes from multiple aluminium angle suppliers and comparing not just pricing but complete capability packages. Ask for references from similar projects, request sample materials when possible, and assess communication responsiveness during the quoting process—it typically reflects service quality after orders are placed.
For readers ready to move from research to procurement, manufacturers offering factory-direct pricing with comprehensive capabilities—from die development through surface treatment—provide the most streamlined path to quality aluminum angle extrusions. Whether you need standard stock profiles or custom configurations, choosing the right manufacturing partner ensures your specifications translate into components that perform exactly as designed.
6061 extruded angle is an L-shaped aluminum profile manufactured from 6061 alloy, featuring inside radius corners designed for structural applications. This alloy offers higher yield strength (240-276 MPa in T6 temper) compared to 6063, making it ideal for load-bearing frames, machine bases, and equipment supports where corrosion resistance and lightweight construction are essential. The T6 temper designation indicates solution heat treatment and artificial aging for maximum strength.
Yes, aluminum angles are manufactured through the extrusion process. Heated aluminum billets (typically 800-925°F) are forced through precision-engineered dies to create consistent L-shaped cross-sections. This process produces tight dimensional tolerances that rolled or bent steel cannot match, making extruded aluminum angles ideal for reinforcing corners, framing structures, and protecting edges across construction, manufacturing, and DIY applications.
Aluminum angle profiles offer excellent strength-to-weight ratios, weighing roughly one-third of steel while providing substantial structural support. 6061-T6 aluminum angles deliver yield strengths around 240-276 MPa, suitable for equipment frames and structural supports. While steel remains stronger in absolute terms, aluminum's natural corrosion resistance, ease of fabrication, and weight savings make it the preferred choice for many load-bearing and architectural applications.
Bending aluminum angles requires careful consideration of alloy and temper. T4 temper offers 10-16% elongation, allowing tighter bends without cracking, while T6 temper (8-10% elongation) is more rigid. For best results, use a shrinker/stretcher tool or consider annealing the metal before bending. Sharp bends without proper radius tooling cause cracking, especially in heat-treated materials. Specify T4 temper if post-purchase forming is required, then heat treat afterward.
6061 aluminum offers higher strength and superior machinability, making it ideal for structural applications, machine frames, and welded assemblies. 6063 aluminum provides better surface finish quality, superior extrudability for complex shapes, and excellent anodizing response—perfect for architectural trim and decorative applications. Choose 6061 when load-bearing performance matters most; select 6063 when appearance, corrosion resistance, or surface finish quality takes priority.




 dịch vụ trực tuyến
dịch vụ trực tuyến 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Việt
Việt English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Українська
Українська