Ever wondered how manufacturers create those precisely shaped aluminum components you see in machine frames, workstations, and automation systems? The answer lies in a fascinating process called aluminum extrusion. Industrial aluminum extrusion profiles are structural components created by forcing heated aluminum through specially designed dies to produce continuous shapes with consistent cross-sections.
Aluminum extrusion is a fabrication process that forces a heated aluminum billet through a custom-shaped steel die to produce a continuous profile with a consistent cross-section, enabling the creation of complex shapes impossible to achieve through other manufacturing methods.
Think of it like squeezing toothpaste from a tube. The toothpaste takes the shape of the opening, and similarly, aluminum takes the shape of the die. The difference? Industrial presses can exert up to 15,000 tons of pressure, allowing extrusion aluminum to form into remarkably intricate designs.
Understanding what is aluminum extrusion starts with grasping its core mechanics. The process begins with a cylindrical aluminum billet, essentially a solid log of aluminum alloy. This billet gets heated in a furnace to temperatures between 750 and 925°F, making it soft and malleable without actually melting it.
Once heated, the billet enters a powerful hydraulic press. A ram then pushes this softened aluminum through a steel die, which acts as a precision template. The aluminum extruded through this opening emerges in the exact shape of the die's cross-section, whether that's a simple tube, an L-shaped angle, or a complex T-slot profile with internal channels.
Here's what makes this method remarkable: you can create virtually any cross-sectional shape imaginable. Simple profiles might exit the press at speeds up to 200 feet per minute, while more complex designs move through at approximately one foot per minute.
The journey from raw material to finished aluminum extrusion profiles involves several critical stages:
After the al extrusion process completes, profiles can receive additional treatments like anodizing or powder coating to enhance corrosion resistance and appearance.
What sets extruded aluminum apart from components made through casting, machining, or fabrication? The answer lies in both capability and efficiency.
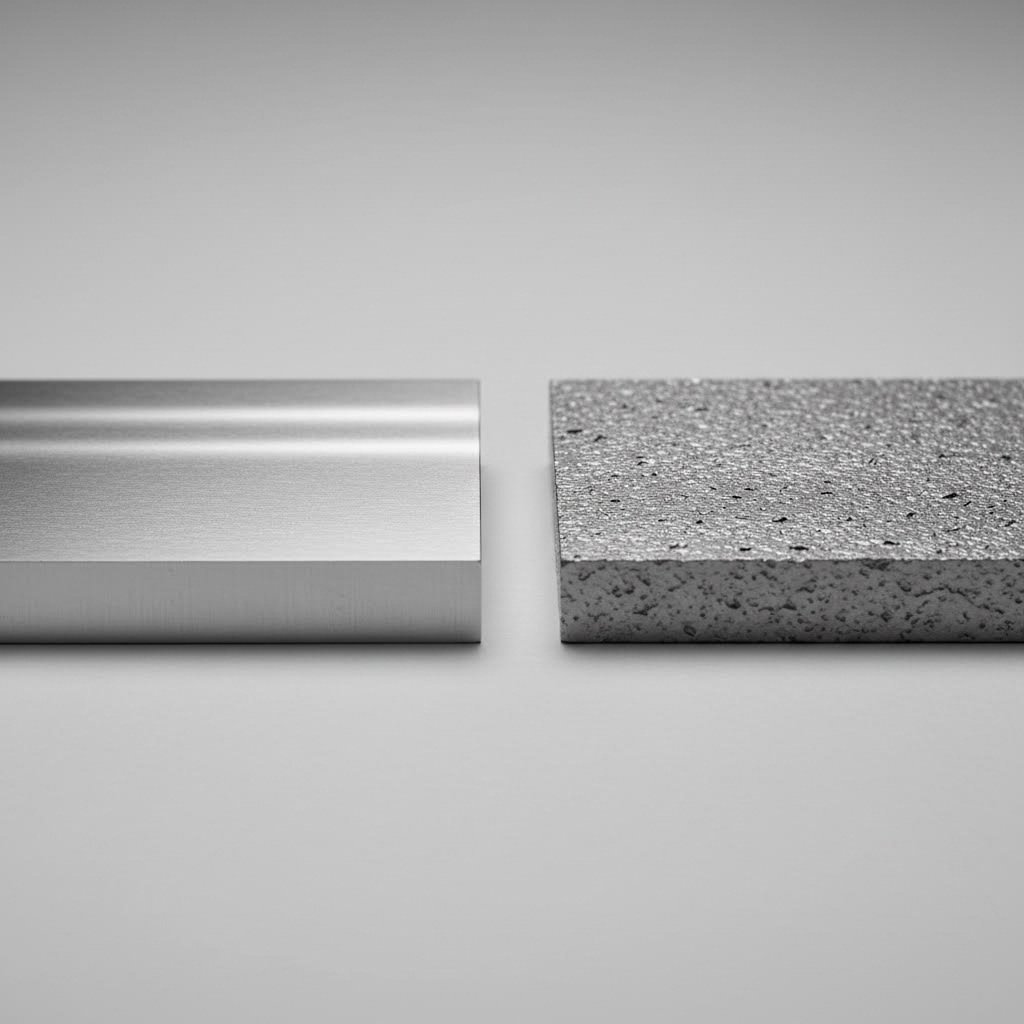
The extrusion process actually enhances the aluminum's properties. As the metal flows through the die under tremendous pressure, its grain structure aligns in a way that increases strength and resilience. The result is a finished product that's stronger than the original billet material.
Additionally, this manufacturing method creates a thin protective oxide layer on the surface, giving aluminum extrusion profiles natural weather resistance without requiring additional treatment. This inherent protection makes these profiles ideal for industrial environments where durability matters.
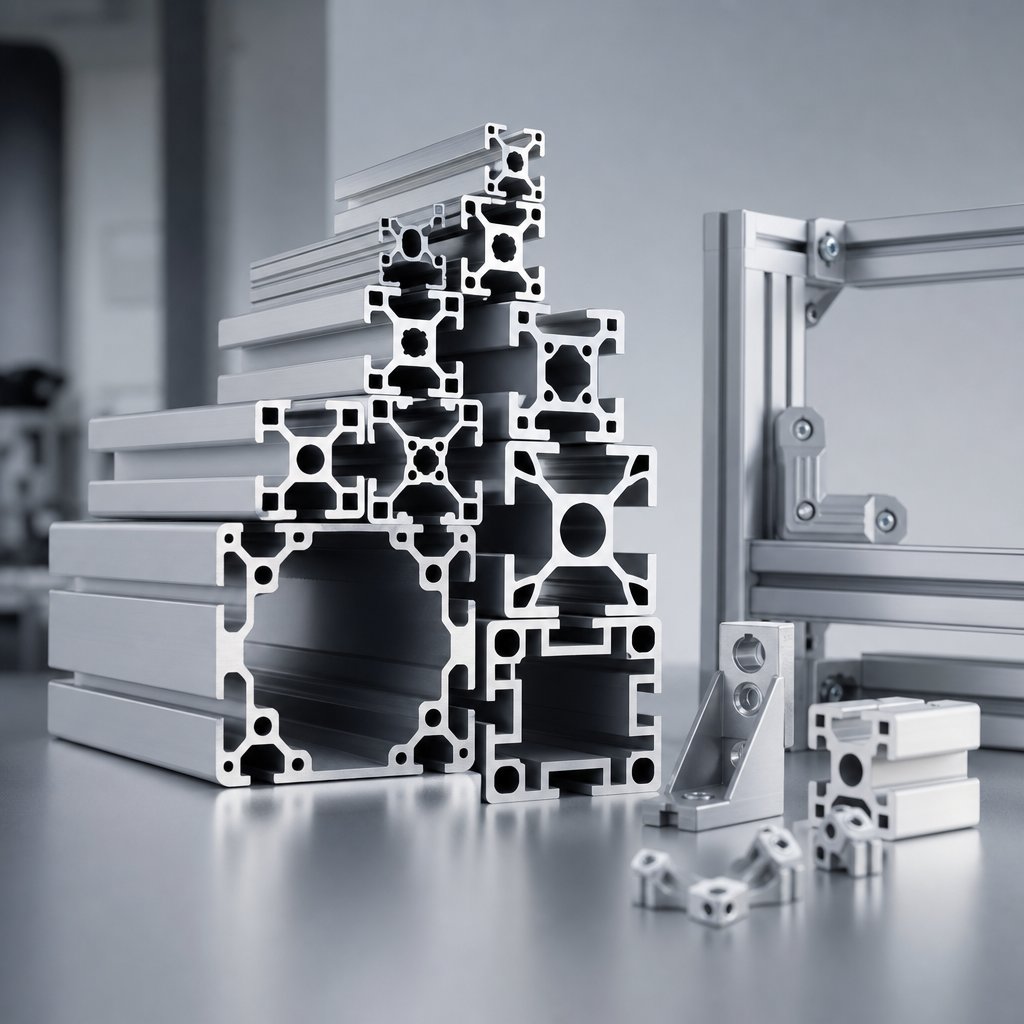
Perhaps most importantly, extrusion enables design freedom that other methods simply cannot match. Engineers can incorporate hollow chambers, integrated channels, mounting slots, and complex geometries into a single profile. This means fewer parts, simplified assembly, and reduced overall costs compared to welding or bolting multiple components together.
The combination of strength-to-weight ratio, dimensional accuracy, and design flexibility explains why industrial aluminum extrusion profiles have become the backbone of modern manufacturing infrastructure, from simple workbenches to sophisticated automation systems.
Now that you understand how aluminum extrusion profiles are manufactured, the next critical question emerges: which aluminum alloy should you specify? This decision directly impacts your project's performance, appearance, and long-term durability. Yet most product catalogs simply list alloy numbers without explaining what those designations actually mean for your application.
Two alloys dominate the industrial aluminum profile landscape: 6063 and 6061. Both belong to the 6000 series, meaning they're primarily alloyed with magnesium and silicon. However, the specific concentrations of these elements create distinctly different performance characteristics that matter significantly when you aluminum extrude components for demanding applications.
Often called "architectural aluminum," 6063 aluminum has been optimized specifically for extrudability. Its chemical composition includes 0.45-0.9% magnesium and 0.2-0.6% silicon, creating an alloy that flows smoothly through dies and produces exceptional surface finishes. When you need profile aluminum that will be visible in the final application, 6063 delivers that polished, professional appearance.
In contrast, 6061 aluminum, known as "structural aluminum," contains higher alloying element concentrations: 0.8-1.2% magnesium and 0.4-0.8% silicon. This composition produces greater tensile strength and improved machinability, making it the preferred choice when mechanical performance takes priority over aesthetics.
Here's a practical comparison to help you decide:
| Property | 6063 Aluminum | 6061 Aluminum |
|---|---|---|
| Tensile Strength (T6) | ~240 MPa (35 ksi) | ~310 MPa (45 ksi) |
| Corrosion Resistance | Excellent | Good |
| Weldability | Good (loses ~30% strength) | Good (loses ~30% strength) |
| Machinability | Fair | Good |
| Surface Finish Quality | Excellent (ideal for anodizing) | Good |
| Extrudability | Excellent | Good |
| Typical Applications | Window frames, architectural trim, furniture, heat sinks | Machine frames, aircraft parts, automotive chassis, structural components |
Choosing between these alloys comes down to understanding your project priorities. Ask yourself: What matters most for this aluminum extrusion profile application?
Choose 6063 when:
Choose 6061 when:
Here's something important to consider: both extruded aluminium alloys lose approximately 30% of their strength in weld zones. If your design requires welding, plan for post-weld heat treatment to restore mechanical properties, or design joints that avoid welding in high-stress areas.
You'll notice aluminium extrusion products listed with designations like "6063-T5" or "6061-T6." That letter-number suffix indicates the temper, which describes the heat treatment process applied to achieve specific mechanical properties. Understanding tempers is essential because the same alloy can perform dramatically differently depending on its temper condition.
The most common tempers for industrial aluminum profile applications include:
T5 Temper: The profile is cooled directly after extrusion and then artificially aged. This process produces moderate strength improvements without requiring separate solution heat treatment. T5 temper works well for finished extrusions that won't undergo further forming operations. You'll commonly find 6063-T5 in window frames, heat sinks, and tubing applications.
T6 Temper: This involves solution heat treatment by artificial aging, maximizing the alloy's strength potential. For 6061-T6, expect tensile strength around 290-310 MPa (42-45 ksi) and yield strength of 240-276 MPa (35-40 ksi). However, T6 temper reduces ductility to approximately 8-10% elongation, meaning tight bends require careful planning to prevent cracking.
T4 Temper: Solution heat-treated and naturally aged at room temperature, T4 offers better ductility (10-16% elongation) than T6. This makes it ideal for components requiring forming, bending, or welding after extrusion. Many manufacturers start with T4 and later age to T6 for final strength.
Design note: T6 temper delivers peak strength but sacrifices formability. If your application requires post-extrusion bending or forming, specify T4 or T5 and plan your fabrication sequence accordingly.
The interplay between alloy selection and temper designation gives engineers remarkable flexibility in tailoring industrial aluminum extrusion profiles to specific performance requirements. With this material science foundation established, you're ready to explore how these alloys translate into standardized profile systems.
Understanding alloy grades and temper designations gives you the foundation for material selection. But here's where things get practical: how do you choose the right profile size and configuration for your specific application? The answer lies in understanding the T-slot series system that has become the universal language of modular aluminum framing.
Walk into any manufacturing facility, and you'll likely spot 80/20 aluminum framing systems everywhere, from machine guards to ergonomic workstations. This brand name has become so synonymous with T-slot profiles that many engineers simply call any modular aluminum framing "80 20 aluminum," regardless of the actual manufacturer. But what do those series numbers actually mean?
T-slot profiles follow a naming convention based on their cross-sectional dimensions and slot widths. The series number typically corresponds to the profile's base dimension or the T-slot width, depending on whether you're working with fractional (inch) or metric systems.
Here's how the naming convention breaks down:
Fractional Series (Inch-Based):
Metric Series (Millimeter-Based):
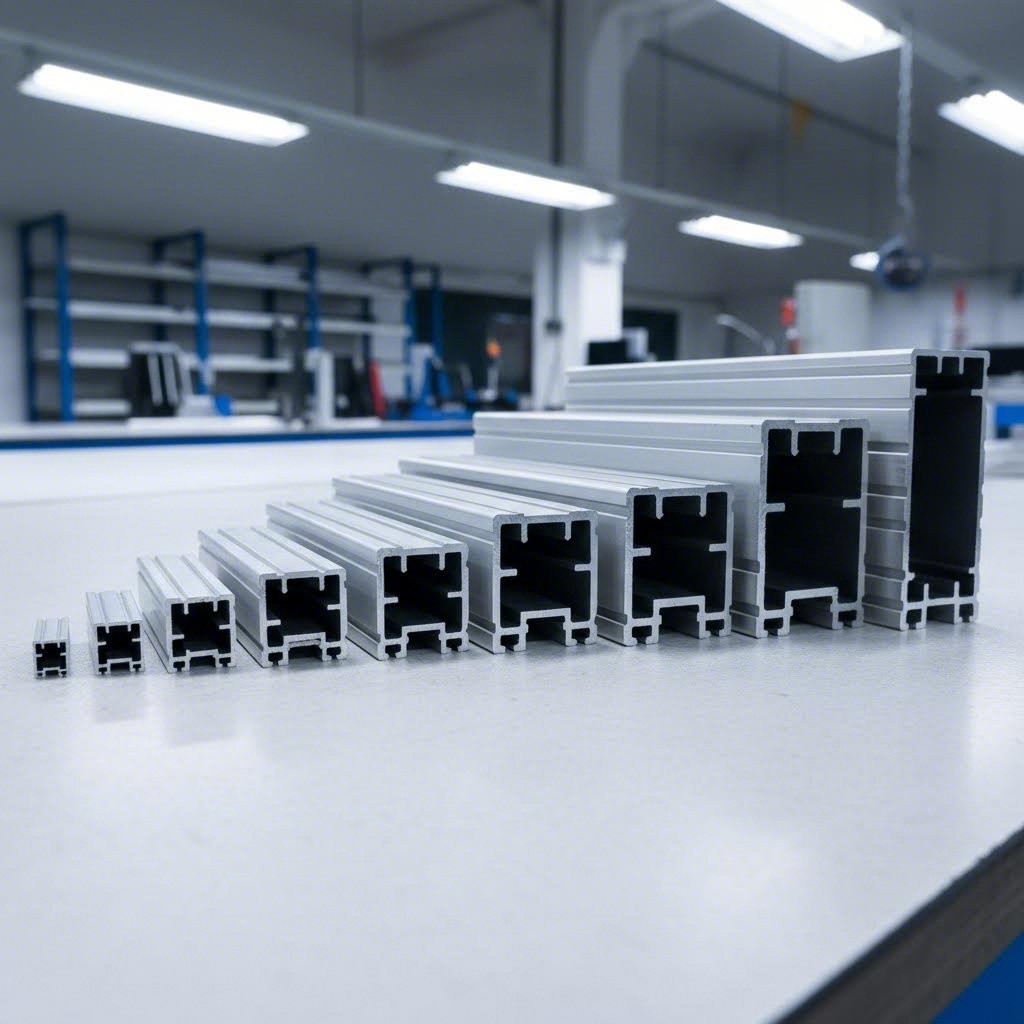
The 4040 aluminum extrusion has become particularly popular for industrial applications, offering an excellent balance between structural capacity and material efficiency. When you see "4040 extrusion" specified in a design, you're looking at a 40x40 metric profile with four open T-slots.
Selecting the right series isn't just about dimensional compatibility. It directly determines how much load your structure can safely handle. Larger profiles offer greater moment of inertia, which translates to increased rigidity and load-bearing capacity.
Here are common profile dimensions matched to their typical applications:
Double and triple profiles like 40x80 and 40x120 provide six to eight T-slots, enabling multiple connection points for complex assemblies. These larger sections excel as vertical posts in enclosures or horizontal beams spanning long distances.
One question engineers frequently ask: should I specify fractional or metric profiles? The answer depends on your geographic location, existing equipment compatibility, and supply chain considerations.
Fractional (Inch) Profiles dominate North American applications. The 10 Series and 15 Series have established deep market penetration, meaning local suppliers typically stock these sizes. If you're building equipment destined for U.S. facilities, fractional profiles simplify hardware sourcing and future modifications.
Metric Profiles reign in Europe, Asia, and increasingly in global manufacturing operations. The 30, 40, and 45 Series offer finer size gradations, allowing engineers to optimize material usage more precisely. Many multinational companies standardize on metric to ensure consistency across global facilities.
Compatibility tip: While fractional and metric series use different slot widths and hardware, many manufacturers offer transition brackets that allow mixing systems when necessary. However, standardizing on one system throughout a project eliminates potential assembly complications.
The 6063-T6 aluminum alloy typically forms the foundation of both fractional and metric T-slot systems, providing the moderate strength, excellent extrudability, and corrosion resistance these modular structures require.
Why has this 80/20-style framing become the industry standard for modular construction? The answer lies in versatility. Unlike welded steel frames that require cutting and re-welding for modifications, T-slot systems allow complete reconfiguration using only hand tools. Add a sensor mount after installation? Simply slide in a T-nut and bolt. Need to relocate an entire workstation? Loosen the fasteners, adjust, and retighten. This adaptability dramatically reduces the total cost of ownership for industrial equipment that may need frequent updates as processes evolve.
With profile selection principles established, the next logical question becomes: when should you choose from standard catalog offerings versus investing in custom-designed extrusions?
You've selected your alloy, identified your T-slot series, and mapped out your structural requirements. Now comes a decision that can significantly impact your project's budget and timeline: should you specify extruded aluminum shapes from a standard catalog, or invest in custom-designed profiles tailored to your exact specifications?
This question appears throughout supplier websites, yet the decision-making framework remains curiously absent. Let's change that by examining when each approach makes economic and engineering sense.
Standard aluminum extrusions offer compelling advantages that make them the default choice for many industrial applications. When you browse an aluminum extrusion profiles catalog, you'll find hundreds of proven shapes, from basic angles and channels to sophisticated T-slot configurations, all ready for immediate shipment.
Consider standard profiles when:
The types of extruded aluminum available in standard catalogs cover an impressive range. T-slots, tubes, angles, channels, rails, and specialty sections address the vast majority of framing, mounting, and structural applications without requiring custom tooling.
Custom extrusions become economically attractive when standard shapes force compromises that increase downstream costs. Imagine needing to weld brackets, machine features, or assemble multiple components because no standard profile quite fits your requirements. Those secondary operations add labor, time, and potential quality issues that custom design can eliminate.
Custom profiles deliver value when:
The economics of custom extrusion hinge on tooling amortization. Die costs represent a one-time investment that spreads across your entire production volume. Understanding this math helps you make informed decisions.
Typical die costs by complexity:
| Profile Type | Die Cost Range |
|---|---|
| Simple solid profiles | $300 - $800 |
| Standard hollow profiles | $800 - $2,000 |
| Complex multi-void profiles | $2,000 - $5,000+ |
Here's the calculation that matters: a $1,500 hollow die producing 100,000 feet of profile adds only $0.015 per foot to your costs. At 10,000 feet, that same die contributes $0.15 per foot. At 1,000 feet, you're looking at $1.50 per foot just for tooling, which may exceed the premium you'd pay for standard alternatives.
Beyond die costs, factor in these additional considerations:
Follow this systematic selection process to reach the right decision for your project:
Decision rule: If secondary operations on standard profiles consume more than 20% of the raw material cost, custom extrusion typically offers better total value.
The custom versus standard decision ultimately comes down to total cost of ownership rather than initial purchase price. A slightly more expensive custom aluminum profile type that arrives ready for assembly often costs less than a cheaper standard section requiring drilling, tapping, or bracket attachment.
Once you've determined your profile approach, the next consideration that dramatically affects both appearance and performance is surface treatment selection.
You've selected your alloy, chosen between standard and custom profiles, and mapped out your structural requirements. But here's a question that often gets overlooked until late in the design process: what surface treatment will protect your aluminum profiles and deliver the appearance your application demands?
Most supplier catalogs list finishing options without explaining why each treatment matters or when to specify one over another. Let's fix that gap by examining how different surface treatments perform across real-world industrial environments.
Anodizing remains the most popular surface treatment for aluminum profiles because it enhances natural properties rather than simply coating over them. During this electrochemical process, the aluminum surface converts into a hard aluminum oxide layer that becomes integral to the base metal. Unlike paint, anodized finishes cannot peel or flake because they're literally part of the aluminum itself.
You'll encounter two main anodizing types for aluminium extrusion profile applications:
Type II Anodizing (Sulfuric Acid Anodizing): This conventional process creates a coating between 0.7 and 25 microns thick, depending on immersion time and current applied. Type II delivers excellent corrosion resistance at moderate cost, making it the workhorse treatment for general industrial applications. The porous structure of Type II coatings readily accepts dyes, enabling a wide spectrum of color options including black aluminum extrusion finishes that maintain their appearance for years.
Type III Anodizing (Hard Anodizing): When your aluminum profiles face severe wear or abrasive conditions, Type III anodizing creates a substantially thicker oxide layer ranging from 50 to 70 microns. This harder coating provides superior scratch resistance and durability compared to Type II, though at higher cost. Industrial machinery components, military applications, and aerospace parts frequently specify Type III for its exceptional wear protection.
The lifetime of an anodized coating is directly proportional to its thickness. Class I anodizing (0.7 mils) lasts approximately twice as long as Class II (0.4 mils) in exterior applications.
Anodized aluminum extrusions offer one significant limitation: color options darken as coating thickness increases. If you need both thick protective layers and specific colors, discuss feasibility with your finisher before finalizing specifications.
When color variety and consistent appearance take priority, powder coating delivers results that anodizing simply cannot match. This process electrostatically applies dry powder particles to the aluminum surface, then cures them in an oven to form a durable, uniform finish.
Powder coating excels in several areas:
However, powder coating creates a separate layer on top of the aluminum rather than integrating with it. This means the coating can chip or scratch under severe impact, potentially exposing the base metal. For aluminum extrusion trim in high-traffic areas or applications subject to frequent contact, consider whether powder coating's aesthetic advantages outweigh anodizing's superior abrasion resistance.
For aluminum profiles facing harsh outdoor exposure, PVDF (polyvinylidene fluoride) coatings represent the premium choice. Formulated as 70% PVDF resin with 30% acrylic, these coatings meet the stringent AAMA 2605 specification requiring actual ten-year Florida exposure testing.
PVDF coatings dominate curtainwall and architectural metal roofing applications because they resist:
The trade-off? PVDF coatings cost significantly more than standard powder coating and require specialized application equipment. For interior industrial framing where UV exposure isn't a concern, standard powder coating delivers equivalent performance at lower cost.
Selecting the right finish requires matching treatment properties to your specific operating conditions. Use this comparison to guide your specification:
| Treatment | Corrosion Resistance | UV Stability | Color Options | Relative Cost | Best-Use Environments |
|---|---|---|---|---|---|
| Mill Finish | Moderate | Good | Natural silver only | 1.0x (baseline) | Indoor, dry, low-visibility applications |
| Type II Anodizing | Excellent | Good | Wide range including black | 1.3-1.5x | General industrial, architectural, storefronts |
| Type III Anodizing | Excellent | Good | Limited (darker shades) | 2.0-2.5x | High-wear machinery, military, aerospace |
| Powder Coating | Very Good | Good to Excellent | Virtually unlimited | 1.4-1.8x | Indoor/outdoor, color-critical applications |
| PVDF Coating | Excellent | Excellent | Wide range | 2.5-3.5x | Exterior architectural, coastal, high-UV |
| Micro-Arc Oxidation | Superior | Excellent | Limited | 3.0-4.0x | Extreme corrosion, thermal cycling, wear |
Micro-arc oxidation (MAO) deserves special mention for the most demanding applications. This advanced process creates a ceramic-like oxide layer significantly harder and more corrosion-resistant than conventional anodizing. While considerably more expensive, MAO provides exceptional performance for aluminum profiles exposed to thermal cycling, aggressive chemicals, or extreme wear conditions.
Here's a practical decision framework:
Remember that surface treatment affects more than just appearance. Anodized surfaces provide excellent adhesion for labels and decals, while powder coating may require special adhesives. For electrical grounding applications, mill finish or clear anodizing maintains conductivity, whereas thick coatings act as insulators.
With your profile selected and surface treatment specified, the next critical consideration is how you'll actually connect these components into functional assemblies.
You've specified your profiles, selected the perfect alloy, and chosen an appropriate surface finish. Now comes the moment of truth: how do you actually connect these aluminum components into a rigid, functional structure? This is where extruded aluminum framing truly shines, yet it's also where most supplier content falls silent.
The beauty of modular aluminum framing lies in its connection flexibility. Unlike welded steel structures that become permanent the moment you strike an arc, T-slot systems allow complete assembly, disassembly, and reconfiguration using only hand tools. Need to add an extruded aluminum rail for a new sensor? Simply slide in a T-nut and bolt. Relocating an entire workstation? Loosen the fasteners, adjust, and retighten. This adaptability transforms how manufacturers approach equipment design.
Understanding your connection options is essential for building structures that perform reliably under load. Each method offers distinct advantages depending on your strength requirements, assembly speed, and need for future adjustments.
Connection methods by strength and adjustability:
Sounds complex? Here's the practical reality: most framing extrusion projects use a combination of connection methods. The key is matching joint design to the loads each connection will experience.
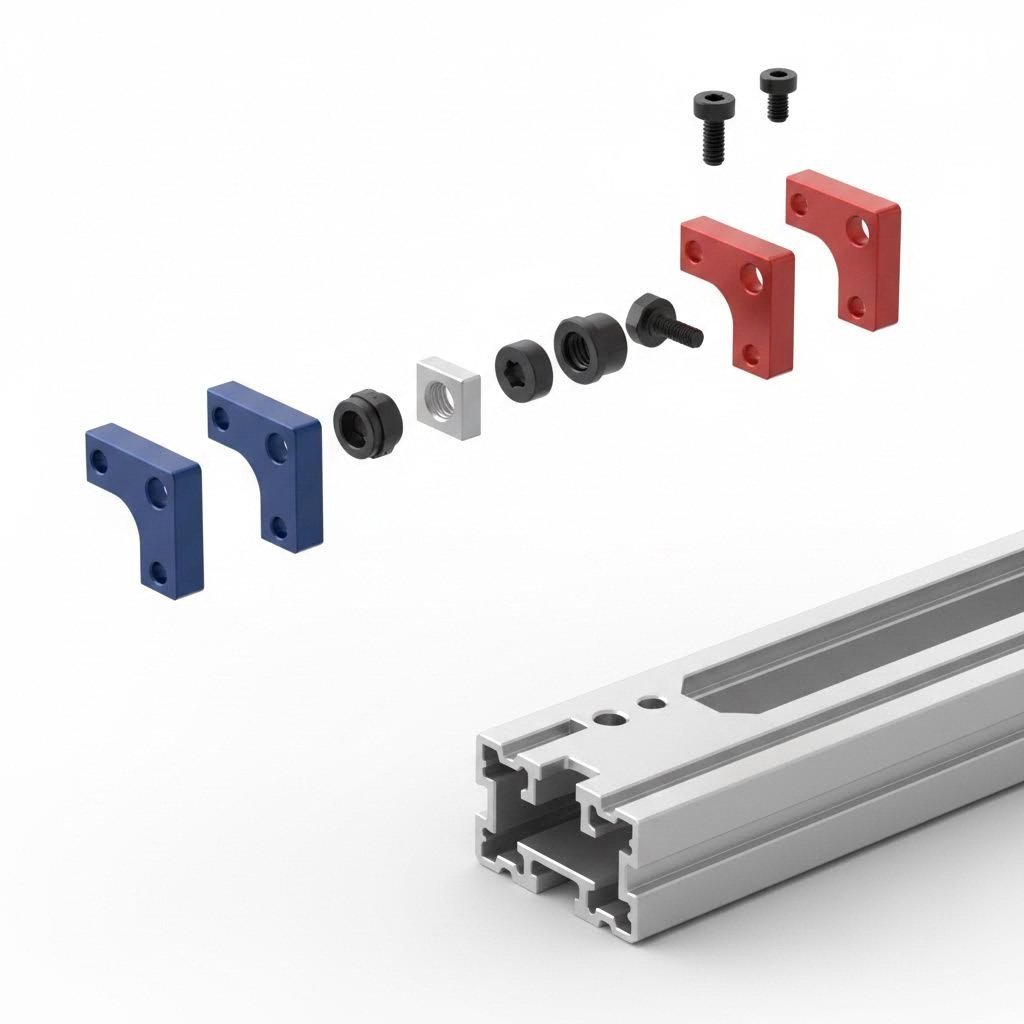
For standard 90-degree joints in aluminum framing material, internal corner brackets handle most light to medium-duty applications perfectly. These require no drilling or tapping, making assembly fast and forgiving of minor measurement errors. Simply slide T-nuts into the slots, position the bracket, and tighten.
When rotational loads enter the picture, single brackets become vulnerable. Imagine a tall vertical post with a horizontal beam attached by one corner bracket. Push sideways on that beam, and the joint wants to rotate around the fastener. The solution? Use gusseted brackets or add a second bracket to create a wider bearing surface that resists twisting.
When to specify gussets or corner braces:
Extruded aluminum corner brackets offer an elegant alternative to die-cast options. Available in standard and 45-degree configurations, these extruded brackets come in 3-meter lengths, allowing you to cut custom corner joints for specialized applications. They lack the locating tabs found on die-cast brackets, so alignment requires more care during installation.
For projects involving significant movement or vibration, combine multiple connection methods. A camper van fit-out, for example, might use through connections at critical structural nodes while employing adjustable brackets elsewhere for flexibility.
Your connection hardware must match both your profile series and your structural demands. Using undersized fasteners in an aluminum extrusion rail assembly creates a weak link that compromises the entire structure.
Hardware sizing follows a simple rule: match the fastener to the slot width. A 40-series metric profile with 8mm slots requires M8 hardware, while a 15-series fractional profile uses 5/16" fasteners. Mixing hardware sizes doesn't just look unprofessional; it prevents proper engagement with the T-slot geometry.
Critical hardware considerations:
Connecting plates deserve mention for heavy-duty reinforcement. Available in various materials, colors, and sizes, these flat plates span across joints to distribute loads over larger areas. Many suppliers offer custom-made connecting plates for unique requirements.
The modular advantage of extruded aluminum rail systems becomes clear when you consider total project lifecycle. That machine guard you're building today may need modification next quarter when production requirements change. With proper hardware selection, you can reconfigure the entire structure without cutting, welding, or scrapping components. This flexibility translates directly into reduced downtime and lower long-term ownership costs.
With assembly methods mastered, you're ready to explore the diverse industrial applications where these connection techniques come together in real-world manufacturing environments.

Now that you understand how to select, finish, and assemble industrial aluminum extrusion profiles, where do these components actually end up? The answer spans virtually every manufacturing sector imaginable. From pharmaceutical cleanrooms to automotive assembly lines, extruded aluminum profiles have become the structural backbone of modern industrial operations.
Why have aluminum extrusions achieved such universal adoption? Four characteristics drive this dominance: exceptional strength-to-weight ratio, natural corrosion resistance, effortless modification capability, and a professional appearance that elevates any workspace. Let's explore how these advantages translate into real-world applications across major industry sectors.
Walk through any manufacturing facility, and you'll notice extruded aluminum profiles forming protective barriers around nearly every piece of automated equipment. Before T-slot systems became available, welded steel dominated machine guarding. Today, modular aluminum framing has transformed how companies approach workplace safety.
Common safety applications include:
What makes an extruded aluminum frame ideal for safety applications? The modular nature of T-slot systems means guards can be reconfigured as production needs evolve without scrapping entire structures. When a new machine arrives or a production line gets retooled, existing aluminum extrusions simply unbolt, adjust, and reassemble to fit the changed layout.
OSHA compliance adds another dimension. Regulations require guarding that prevents employee contact with hazardous machinery. Aluminum framing accommodates clear polycarbonate panels, wire mesh, and colored safety screens, all while meeting the structural requirements for proper protection.
Ergonomic workstations represent one of the fastest-growing applications for aluminum extrusions. Manufacturing floors increasingly recognize that comfortable employees work more productively with fewer injuries and lower turnover.
Modular aluminum framing enables:
The reconfiguration advantage proves especially valuable here. As assembly processes change, workstations built from extruded aluminum profiles adapt without requiring entirely new furniture. Add a shelf, reposition a light, or modify the work surface height, all using the same connection hardware you've already stocked.
Modern automation systems demand structural frameworks that combine precision, stability, and adaptability. Aluminum frame extrusions deliver all three, which explains their dominance in robotics integration.
Key automation applications:
Conveyor systems deserve special attention. Material handling operations require frameworks that maintain precise alignment over long spans while accommodating motors, sensors, and product guides. Aluminum extrusions provide the dimensional stability these systems demand, plus the T-slots make adding components anywhere along the conveyor path remarkably simple.
Pharmaceutical manufacturing, semiconductor production, and medical device assembly all require contamination-controlled environments. Here, extruded aluminum profiles offer advantages that alternative materials cannot match.
Why aluminum dominates cleanroom construction:
Cleanroom applications extend beyond walls to include laminar flow hoods, pass-through chambers, and gowning room fixtures. The same modular approach that works for machine guards translates perfectly to controlled environment construction.
The versatility of aluminum extrusions extends well beyond these primary categories:
Each sector leverages the same fundamental benefits: corrosion resistance that ensures long service life, strength-to-weight ratios that simplify installation and relocation, and modular construction that accommodates inevitable process changes.
Understanding these applications reveals why industrial aluminum extrusion profiles have become manufacturing's universal building block. But specifying profiles for any of these uses requires understanding the technical details that ensure proper fit and function, starting with dimensional tolerances and structural calculations.
You've explored alloys, T-slot configurations, surface treatments, and assembly methods. But when it comes time to actually specify industrial aluminum extrusion profiles for a precision application, where do you find the technical data that matters? Purchasing engineers and designers frequently encounter a frustrating gap: supplier catalogs showcase products beautifully but fail to provide the dimensional tolerances, structural properties, and specification data needed for informed decisions.
Let's bridge that gap by examining the technical specifications that determine whether your aluminum extrusion sizes will actually fit, function, and perform as intended.
Every manufacturing process produces parts that vary slightly from nominal dimensions. The question isn't whether variation exists but rather how much variation is acceptable for your application. Industry-standard tolerances for aluminum extrusions balance manufacturing practicality with functional requirements.
The Aluminum Association and ANSI (American National Standards Institute) publish standard dimensional tolerances in documents including ANSI H35.2 and Aluminum Standards and Data (ASD). These standards account for both the capabilities of extrusion manufacturers and the practical needs of designers specifying extruded aluminum sizes.
Key tolerance categories you'll encounter:
Critical consideration: Mechanical tolerances and manufacturing capabilities vary with cross-sectional size as measured by the profile's circumscribing circle. The aluminum alloy specified also influences certain tolerances, which is reflected in standard tolerance tables.
For 2020 aluminum extrusion dimensions (20mm x 20mm profiles), tolerances on cross-sectional dimensions typically fall within ±0.15mm to ±0.25mm depending on the specific feature measured. Larger profiles like 40x40mm may have slightly wider tolerance bands due to increased thermal variation during cooling.
What about when standard tolerances won't suffice? Profile precision extrusions with tighter-than-standard tolerances are achievable but come with trade-offs. Achieving closer tolerances may require:
These factors translate directly to higher costs. Before specifying non-standard tolerances, ask yourself whether the application truly demands tighter control or whether standard shapes with standard tolerances will function adequately.
Choosing the right profile goes beyond matching physical dimensions. Engineers need structural properties to calculate deflection, load capacity, and safety factors. Two values prove essential: moment of inertia (I) and section modulus (W).
Moment of Inertia (I): Measured in mm⁴ or cm⁴, this property indicates resistance to bending. Higher values mean stiffer profiles that deflect less under load. For asymmetrical profiles, you'll find separate Ix and Iy values representing stiffness about each axis.
Section Modulus (W): Measured in mm³ or cm³, this relates to bending stress capacity. When calculating maximum stress in a beam, the section modulus directly determines how much load the profile can carry before yielding.
Here's reference data for common modular aluminum profiles:
| Profile | Ix (cm⁴) | Iy (cm⁴) | Wx (cm³) | Wy (cm³) | Mass (kg/m) |
|---|---|---|---|---|---|
| 30 x 30 | 2.76 | 2.76 | 1.84 | 1.84 | 0.80 |
| 40 x 40 | 7.62 | 7.62 | 3.81 | 3.81 | 1.24 |
| 40 x 80 | 55.72 | 15.15 | 13.93 | 7.57 | 2.24 |
| 45 x 45 Light | 11.46 | 11.46 | 5.10 | 5.10 | 1.63 |
| 45 x 45 Heavy | 15.04 | 15.04 | 6.68 | 6.68 | 2.12 |
| 45 x 90 Heavy | 121.05 | 31.15 | 26.90 | 13.84 | 4.00 |
| 60 x 60 | 40.85 | 40.85 | 17.30 | 17.30 | 3.64 |
| 80 x 80 | 116.72 | 116.72 | 29.18 | 29.18 | 3.96 |
For structural calculations involving 6060 aluminum (common for modular profiles), use these material properties:
When calculating allowable bending stress, apply appropriate safety factors based on loading type. For constant loads, a typical maximum bending stress of 100 N/mm² provides adequate margin. Pulsating loads reduce this to approximately 40 N/mm², while alternating loads require limiting stress to around 30 N/mm².
Reading a profile specification sheet effectively requires understanding what each value means for your application. Beyond the structural properties above, complete specifications typically include:
Surface area: Measured in mm² per meter of length, this value helps calculate coating material quantities and heat dissipation capacity for thermal applications.
Groove dimensions: The T-slot width (aluminum mm specification) determines hardware compatibility. Common groove widths include 6mm, 8mm, and 10mm for metric profiles.
Standard lengths: Most manufacturers extrude profiles in lengths around 6,000-6,050mm (approximately 20 feet), though custom lengths are available.
Tolerance classes: Some manufacturers designate tolerance grades (similar to ISO tolerance classes for machined parts) that indicate relative precision levels. Class A might indicate tightest tolerances suitable for precision assemblies, while Class C represents standard commercial tolerances adequate for general framing.
All critical dimensions should be discussed between the purchaser and extruder to determine the most practical tolerances for each specific application. Standard published tolerances are generally easy to achieve but can become very difficult for improperly designed extrusion profiles.
For 2020 extrusion dimensions specifically, expect nominal cross-section of 20mm x 20mm with corner radii typically around 1.5-2mm. Slot opening width runs approximately 6mm, compatible with M6 hardware. Weight per meter falls between 0.35-0.50 kg depending on wall thickness and internal geometry.
Understanding these specifications empowers you to select profiles that actually fit your requirements rather than hoping catalog descriptions align with reality. When standard tolerances or published structural properties don't quite match your needs, the next step is finding a supplier with the capabilities and expertise to deliver precisely what your application demands.
You've mastered alloy selection, understood T-slot configurations, and learned how to interpret technical specifications. But here's the challenge that separates successful projects from frustrating ones: finding aluminum extrusion suppliers who can actually deliver what you've specified. Knowing where to buy aluminum extrusion matters just as much as knowing what to buy.
The gap between a component catalog and a reliable manufacturing partner is substantial. Many companies list impressive capabilities on their websites, but how do you verify those claims before committing to a purchase order? Let's establish a practical framework for evaluating extruded aluminum manufacturers and qualifying suppliers who will consistently meet your requirements.
Not all aluminum extrusion suppliers operate at the same level. A supplier's manufacturing infrastructure directly determines what profiles they can produce, how quickly they can deliver, and what quality you can expect. Here's what to examine when assessing potential partners.
Press Capacity and Equipment Range:
The extrusion press defines what kind of aluminium extrusion profiles a supplier can manufacture. According to industry benchmarks, press capabilities break down as follows:
Why does this matter? A supplier with multiple press capacities can accommodate a wider range of projects and maintain flexibility when your production volumes or specifications change. For example, Shengxin Aluminium operates 35 extrusion presses ranging from 600T to 5500T, enabling them to handle everything from delicate architectural trim to heavy industrial framing within a single facility.
Integrated Machining Capabilities:
Raw extrusions rarely go directly into final assemblies. Most applications require cutting, drilling, tapping, or bending before profiles become usable components. Suppliers with integrated CNC machining centers can deliver semi-finished or finished parts ready for your assembly line, eliminating the need to coordinate between multiple vendors.
Look for capabilities including:
In-House Surface Treatment:
Surface finishing significantly impacts both appearance and durability. Suppliers who handle anodizing, powder coating, PVDF coating, or micro-arc oxidation in-house maintain tighter control over quality and can ensure batch consistency in both dimension and color. When you browse an aluminum extrusion profile catalog, verify whether listed finishes are performed internally or subcontracted.
Before committing to any aluminum extrusion supply relationship, gather specific information that reveals actual capabilities versus marketing claims. These questions help separate professional manufacturers from traders who simply resell others' products.
Quality Control Systems:
Die Development Support:
Suppliers with internal die capabilities can modify or repair tooling quickly, ensuring production continuity and consistent quality. When dies are outsourced, problems ripple across entire project timelines.
Lead Time and Flexibility:
Communication and Transparency:
Strong technical communication differentiates professional suppliers from order-takers. A capable manufacturer will provide DFM (Design for Manufacturability) feedback on your drawings, offer feasibility and cost optimization suggestions, and share inspection photos, reports, and videos before shipment.
Understanding the complete production journey helps you evaluate where to buy extruded aluminum with confidence. Follow this systematic supplier qualification process:
The value of end-to-end support from die development through mass production cannot be overstated. When a single supplier handles your project from initial design consultation through finished, surface-treated components, accountability remains clear and coordination headaches disappear.
Consider what comprehensive capability looks like in practice. A supplier like Shengxin Aluminium combines extensive extrusion capacity with state-of-the-art CNC machining centers capable of precise cutting, drilling, and bending. Their surface treatment options span anodizing in custom colors, powder coating, PVDF, and micro-arc oxidation for demanding applications. This integration means your custom 6063 aluminum tubes or complex industrial profiles move through a single facility with consistent quality control at every stage.
When evaluating aluminum extrusion suppliers, prioritize those offering factory-direct pricing with transparent communication. The lowest quoted price often becomes the highest total cost when quality issues, delays, or coordination failures compound downstream.
Finding reliable extruded aluminum manufacturers requires more than comparing prices on similar-looking products. By systematically evaluating press capabilities, machining integration, surface treatment options, die development support, and quality systems, you position yourself to build lasting supplier relationships that support your manufacturing success for years to come.
Industrial aluminum extrusion profiles come in numerous configurations including T-slot profiles (20, 30, 40, 45 series), angles, channels, flat bars, I-beams, T-bars, and tubes. T-slot profiles are particularly popular for modular framing systems, available in both fractional (inch-based 10 and 15 series) and metric systems. Standard catalog options cover most applications, while custom profiles can integrate specialized features like mounting channels, snap-fit joints, or hollow chambers for specific engineering requirements.
6063 aluminum, known as architectural aluminum, offers excellent extrudability and superior surface finish, making it ideal for anodizing and visible applications. It provides tensile strength around 240 MPa. 6061 aluminum, called structural aluminum, delivers higher tensile strength (approximately 310 MPa) and better machinability, making it preferred for load-bearing structural components. Both alloys lose about 30% strength in weld zones, so post-weld heat treatment may be necessary for critical applications.
Choose standard profiles when speed matters (7-14 day shipping), volumes are under 500-1,000 linear meters, and your design can adapt to available shapes. Custom profiles become economically attractive when part consolidation eliminates assembly steps, production volumes exceed 10,000 linear meters, or secondary operations on standard profiles consume more than 20% of raw material cost. Custom die costs range from $300 for simple solid profiles to $5,000+ for complex multi-void designs.
Common surface treatments include Type II anodizing (0.7-25 microns) for general corrosion resistance with color options, Type III hard anodizing (50-70 microns) for severe wear conditions, powder coating for unlimited color variety and impact resistance, and PVDF coating for extreme outdoor UV exposure. Micro-arc oxidation provides ceramic-like hardness for the most demanding applications. Mill finish remains the most economical option for indoor, low-visibility applications where additional protection isn't required.
Evaluate press capacity range (small 600-1800T for intricate profiles, large 5000-10,000T for heavy structural components), integrated CNC machining capabilities for cutting, drilling, and bending, in-house surface treatment options, and die development support. Verify ISO 9001 certification and EN 755-9 dimensional tolerance compliance. Request CMM reports with each batch and confirm lead times for die manufacturing (typically 10-20 days) and extrusion production (7-15 days). Suppliers like Shengxin Aluminium offer comprehensive end-to-end services from die development through finished components.




 dịch vụ trực tuyến
dịch vụ trực tuyến 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Việt
Việt English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Українська
Українська