Imagine squeezing Play-Doh through a shaped opening or pushing pasta dough through a die. That's essentially what aluminum extrusion is all about, but with far greater precision and industrial-grade power. The definition of extruded aluminum centers on this transformative process: heated aluminum is forced through a specially designed die to create continuous profiles with perfectly consistent cross-sections. Whether you need a simple angle bracket or a complex multi-channel heatsink, the extrusion of aluminium makes it possible.
So what is aluminum extrusion in technical terms? It starts with a cylindrical aluminum billet, typically heated to temperatures between 400-500°C (750-930°F). At this temperature, the metal becomes soft enough to flow yet maintains its structural integrity. A powerful hydraulic ram then pushes this heated billet through a steel die, which has been precision-machined to the exact shape of the desired profile.
The result? A continuous length of aluminum that emerges with a uniform cross-section, ready to be cut, treated, and finished according to your specifications. Shapes created through this process can be solid, hollow, or semi-hollow, ranging from simple geometric forms to incredibly complex configurations.
What makes aluminum extrusion remarkably efficient is its speed. Once the die is prepared and the billet is heated, profiles can emerge at rates of several feet per minute, producing lengths typically between 8-24 feet. The aluminium extrusion definition wouldn't be complete without mentioning what happens next: profiles undergo heat treatment to enhance their mechanical properties, bringing them to T5 or T6 tempers that significantly boost tensile strength.
For example, untreated 6061 aluminum (T4) has a tensile strength of 241 MPa, while heat-treated 6061 aluminum (T6) reaches 310 MPa. After heat treatment, profiles can receive various surface finishes and undergo fabrication operations like punching, drilling, or machining to achieve final dimensions.
You might wonder why aluminum has become the material of choice for extrusion rather than steel, copper, or other metals. The answer lies in a unique combination of properties:
Aluminum's unique formability at relatively low temperatures, combined with its ability to flow through complex die geometries while maintaining structural integrity, makes it virtually unmatched for extrusion compared to other metals.
In this comprehensive guide, you'll discover the three fundamental profile classifications (solid, semi-hollow, and hollow), explore standard shapes like angles, channels, and tubes, and learn about specialized systems including T-slot framing and heatsink profiles. By the end, you'll understand exactly how to match the right aluminum extrusion profile type to your specific project requirements.
Before diving into specific aluminum extrusion shapes, you need to understand the foundational classification system that organizes every extruded profile into one of three categories. This isn't just academic knowledge—it directly affects what you'll pay for tooling, how tight your tolerances can be, and which manufacturers can produce your parts.
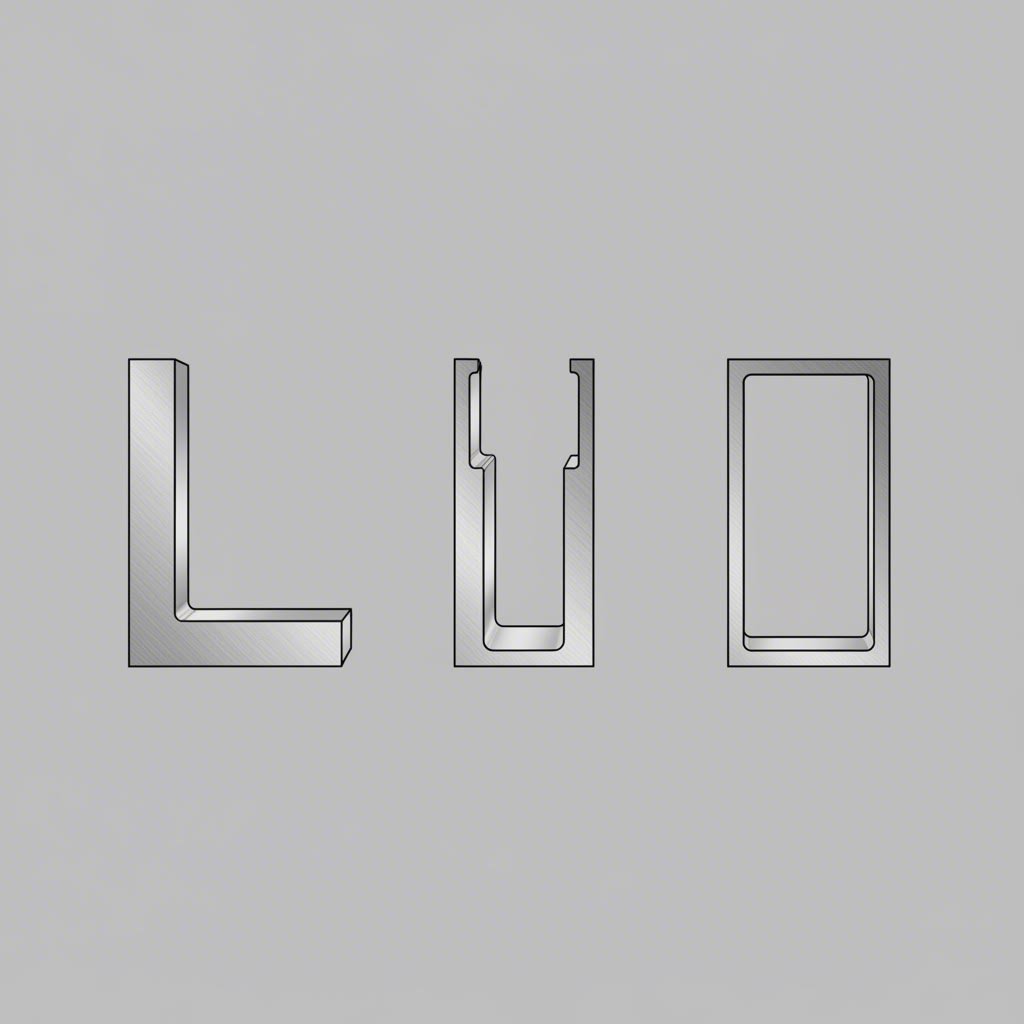
The classification is based entirely on cross-sectional geometry. When you look at the end of an aluminum profile, what do you see? Is there a completely enclosed void? A partially enclosed space? Or a solid piece with no voids at all? Your answer determines which category your profile falls into—and that determines everything else about how it's made.
Solid aluminum profiles are exactly what they sound like: extruded profiles with no enclosed voids or openings in their cross-section. Think of standard shapes like flat bars, angles, channels, and I-beams. When you slice through one of these profiles, you see continuous aluminum throughout.
What makes solid profiles attractive for many applications?
According to industry specifications from Gabrian, solid dies generally fall into three categories: flat-face dies with openings matching the exact profile shape, pocket dies with cavities enabling continuous extrusion, and feeder dies with separate plates controlling material flow.
Here's where things get interesting. Semi-hollow aluminum profiles occupy the middle ground between solid and hollow—they contain partially enclosed voids with gaps or openings. Imagine a narrow channel profile where the opening is much smaller than the enclosed space behind it.
But how do manufacturers distinguish between a solid profile with a deep channel and a true semi-hollow profile? They use a formula called the "tongue ratio," defined as (Area/Gap²). The larger the void area and the narrower the gap, the higher the tongue ratio—and the more likely the shape qualifies as semi-hollow.
Why does this matter to you? Because the tongue ratio directly impacts:
Semi-hollow extruded profiles often use porthole dies similar to hollow profiles but with additional design complexity to strengthen vulnerable tongue areas and extend die life.
Hollow aluminum extrusion profiles feature one or more fully enclosed voids—think rectangular tubes, round pipes, or complex multi-chamber window frames. These extrusion shapes dominate weight-critical applications because they deliver exceptional strength-to-weight ratios.
Manufacturing hollow profiles requires specialized porthole dies consisting of two interlocking components:
During extrusion, heated aluminum enters through the mandrel's portholes, flows around the internal void-forming sections, and welds back together before exiting through the cap. This "metal welding" phenomenon is what allows continuous hollow shapes to emerge from what started as a solid billet.
Understanding how these three categories stack up against each other helps you make informed decisions when specifying aluminum profiles for your project:
| Profile Type | Cross-Section Characteristics | Die Complexity | Typical Applications | Relative Cost |
|---|---|---|---|---|
| Solid | No enclosed voids; continuous material throughout cross-section | Low - uses flat-face, pocket, or feeder dies | Angles, channels, flat bars, I-beams, structural framing | Lowest tooling cost; best tolerances |
| Semi-Hollow | Partially enclosed voids with gaps; classified by tongue ratio (Area/Gap²) | Medium to High - requires reinforced tongue areas in die design | Narrow channels, specialized architectural trim, complex industrial profiles | Moderate tooling cost; variable die life based on tongue ratio |
| Hollow | Fully enclosed voids; one or more internal chambers | High - requires mandrel and cap (porthole die) with precise alignment | Tubes (round, square, rectangular), window frames, multi-chamber structural members | Highest tooling cost; excellent strength-to-weight ratio |
This classification system directly impacts your project in practical ways. Solid profiles offer the most cost-effective tooling for standard shapes and structural applications. Semi-hollow profiles unlock design possibilities that blend enclosed spaces with accessibility, though at increased manufacturing complexity. Hollow profiles deliver the lightweight strength that aerospace, automotive, and architectural applications demand—but require the most sophisticated (and expensive) die tooling.
Now that you understand how aluminum extrusion profiles are classified, let's explore the specific standard shapes available within each category and when each makes the most sense for your application.
Walk into any metal supplier's warehouse, and you'll find rows of aluminum shapes stacked floor to ceiling. These aren't random configurations—they're carefully standardized aluminum extruded shapes that engineers and fabricators have relied on for decades. Understanding these standard shapes helps you specify the right profile without the expense of custom tooling.
But here's what trips up many buyers: the same shape might be listed as "1 inch" by one supplier and "25.4mm" by another. Before we explore each shape category, let's clear up this sizing confusion that causes endless headaches for international projects.
When you need to create frames, supports, or edge protection, aluminum angles and channels become your go-to shapes. These profiles form the backbone of countless structural applications.
Aluminum Angle Profiles (L-Shaped)
An aluminum angle consists of two legs meeting at a 90-degree corner. You'll encounter two main varieties:
Channel Profiles (C-Shaped and U-Shaped)
Channels provide excellent rigidity while allowing cable routing, panel insertion, or sliding mechanisms. The distinction matters:
Hollow tubes represent some of the most versatile aluminum shapes available. Their combination of strength, light weight, and material efficiency makes them indispensable across industries.
Aluminum Tubing (Round Profiles)
Round tubes offer the highest strength-to-weight ratio of any tube geometry and provide uniform stress distribution under pressure:
Aluminum Square Tube Profiles
When you need flat mounting surfaces or modular frame construction, square tubes deliver what round profiles cannot:
Rectangular Tubes
Rectangular tubes combine the mounting benefits of square profiles with optimized beam characteristics for directional loading:
Sometimes the simplest shapes prove most useful. Flat bars and solid rectangular profiles offer straightforward solutions for countless applications:
Here's a practical reality that causes confusion for international buyers: imperial-sized aluminum sections such as angles, channels, tubes, bars, and tee sections remain more common and often cheaper than metric sizes in many markets. Why? Manufacturing legacy and established supply chains.
The good news? Most applications don't require exact dimensions. An imperial profile often comes close enough to metric specifications for practical use:
When specifying alum extrusion shapes for international projects, always confirm whether your supplier stocks metric, imperial, or both sizing systems. Many suppliers now list profiles in both measurement systems to eliminate confusion.
Engineers specifying aluminum profiles need to understand tolerance standards that affect fit and function:
Standard shapes offer compelling advantages: immediate availability, competitive pricing, and proven performance. But when should you consider custom profiles instead?
Choose standard shapes when:
Consider custom profiles when:
With standard shapes now clearly defined, the next logical step is exploring specialized modular framing systems—particularly the T-slot and V-slot profiles that have transformed how engineers build everything from workstations to CNC machines.

Picture building a machine frame, workstation, or enclosure without striking a single arc or drilling a single hole. That's exactly what T-slot and V-slot aluminum profiles make possible. These modular framing systems have revolutionized industrial construction, prototyping, and DIY projects by enabling bolt-together assembly that's infinitely reconfigurable.
But here's where confusion sets in for many first-time buyers: walk into any supplier and you'll encounter terms like "20 series," "40 series," "80x20," and "8020 aluminum extrusion" used almost interchangeably. What do these designations actually mean? And what's the difference between T-slot and V-slot profiles anyway?
The "series" designation in T-slot profiles refers to the nominal cross-sectional dimension in millimeters. A 20 series profile measures approximately 20mm x 20mm, while a 40 series measures 40mm x 40mm. Simple enough—until you realize that imperial-based systems like 80/20 aluminum use fractional inch measurements that don't convert cleanly to metric equivalents.
According to GAP Engineering's comprehensive guide, T-slot aluminum profiles fall into five main categories based on their cross-sectional size:
Here's the metric versus imperial confusion that trips up international buyers: the popular 80 20 aluminum brand uses inch-based measurements. Their 10 series profiles measure 1" x 1" (25.4mm), their 15 series measures 1.5" x 1.5" (38.1mm), and their 40 series measures 1.575" x 1.575" (40mm). When sourcing globally, always confirm whether dimensions are metric or imperial—an 8020 slips in terminology can lead to incompatible components.
| T-Slot Series | Nominal Dimensions | Slot Width | Typical Applications | Load Capacity Range |
|---|---|---|---|---|
| 20 Series | 20mm x 20mm | 6mm | 3D printers, light enclosures, retail displays, DIY projects | Light duty |
| 30 Series | 30mm x 30mm | 8mm | Workbenches, exhibition stands, roof racks, office partitions | Light to medium duty |
| 40 Series | 40mm x 40mm | 8-10mm | Machine frames, conveyor systems, heavy workbenches, 4x4 roof racks | Medium to heavy duty |
| 45 Series | 45mm x 45mm | 10mm | Cargo systems, gantry structures, industrial frames, tub racks | Heavy duty |
| 50 Series | 50mm x 50mm+ | 10mm+ | Large machine frames, structural framing, overhead cranes, mezzanines | Maximum heavy duty |
While T-slot profiles excel at structural framing, V-slot profiles serve a distinctly different purpose. The key difference? V-slot profiles feature a V-shaped groove cut into one or more faces, designed specifically to accept V-wheels for smooth linear motion.
According to Sinoextrud's technical comparison, V-slot profiles are optimized for applications requiring precision movement rather than static structural support. The V-groove provides a dedicated track where wheels ride with minimal friction, enabling controlled motion along the profile's length.
Where do you find V-slot profiles in action?
The compatibility between V-slot profiles and V-wheels creates what engineers call a "self-centering" action. As the wheel enters the V-groove, it naturally aligns to the center, reducing the need for precision adjustment during assembly. This makes V-slot systems particularly attractive for DIY builders and rapid prototyping applications.
What truly sets T-slot and V-slot systems apart from traditional fabrication methods is the ecosystem of accessories that enable complete structures without permanent joining. Need to add a rail button for 8020 aluminum frames? Simply slide it into position. Want to reposition a panel? Loosen, adjust, and retighten—no grinding, no re-welding.
The connection hardware falls into several categories:
This modular approach delivers practical benefits that welded structures simply cannot match. Need to expand your workstation next month? Add more profiles. Relocating equipment? Disassemble, transport, and reassemble without structural damage. Made an error in your initial design? Reconfigure without scrapping materials.
The versatility extends to hybrid designs as well. Combining profiles from different series—using larger profiles for primary structural members and smaller profiles for secondary supports—optimizes both strength and cost. A machine frame might use 40 series profiles for the base structure while 20 series profiles create lightweight upper enclosures.
Whether you're building a custom CNC router, designing an industrial workstation, or prototyping automated equipment, T-slot and V-slot modular framing systems eliminate the barriers between concept and reality. But structural framing represents just one category of specialized aluminum extrusion profiles—next, we'll explore heatsink profiles that solve thermal management challenges across electronics and industrial applications.
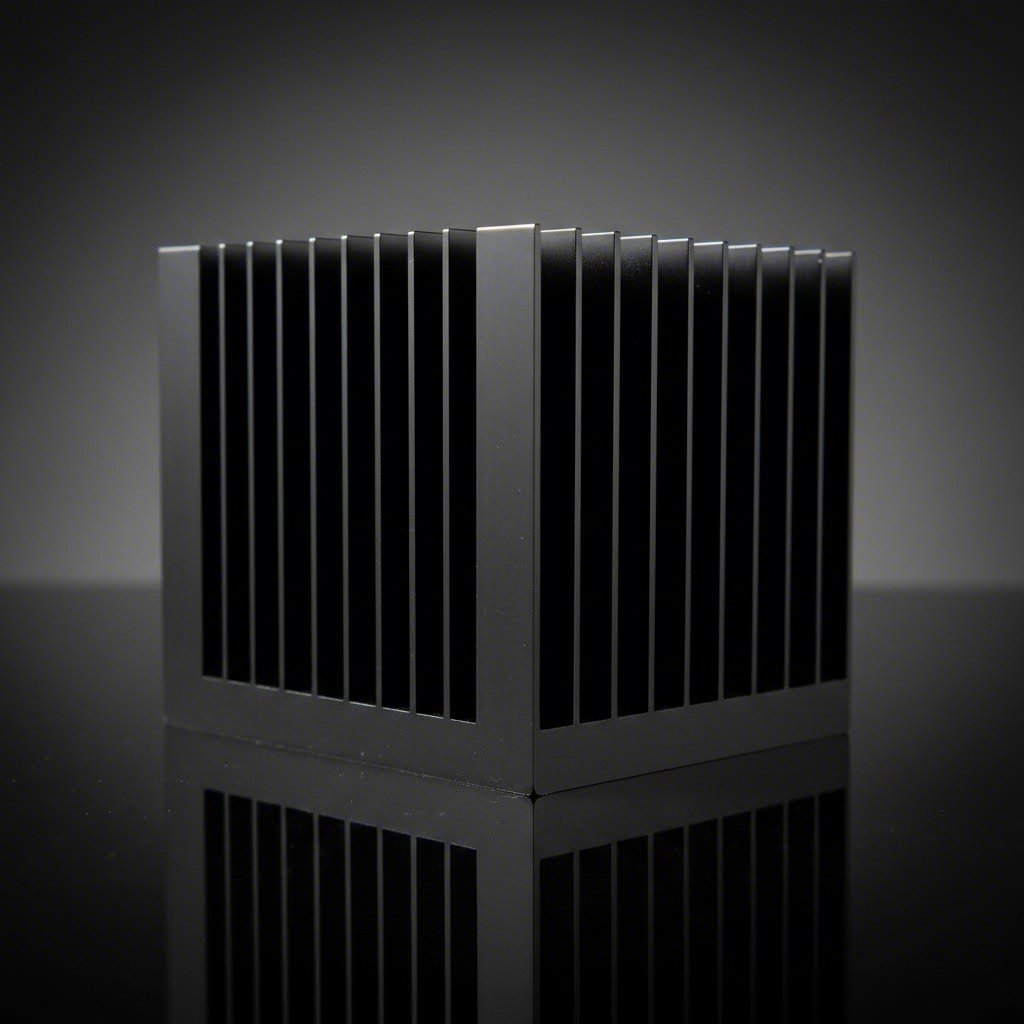
Ever wonder what keeps your laptop from overheating during intense gaming sessions or prevents LED lights from burning out prematurely? The answer often lies in a specialized category of aluminum extrusion that rarely gets the attention it deserves: heatsink profiles. These high-performance aluminum extrusions serve industrial applications across electronics, lighting, power systems, and countless other thermal management challenges.
Unlike standard aluminum extrusions designed primarily for structural purposes, heatsink profiles are engineered with one goal in mind—moving heat away from sensitive components as efficiently as possible. Their distinctive fin or pin geometries maximize surface area for convective cooling, creating thermal pathways that protect electronics from damage.
When you look at a heatsink profile, those rows of thin vertical extensions aren't decorative—they're precision-engineered thermal radiators. According to Advanced Thermal Solutions (ATS), heatsink profiles come in several distinct fin configurations, each optimized for specific cooling scenarios:
The relationship between fin height, spacing, and thermal performance follows predictable engineering principles. Taller fins provide more surface area for heat transfer—but there's a catch. After fin height exceeds approximately 10 times the spacing between fins, airflow becomes restricted, and you hit diminishing returns. Similarly, closer fin spacing packs more surface area into a given footprint, but only works effectively with forced-air cooling that can push through the tighter gaps.
Selecting the right heatsink profile starts with understanding your thermal budget. How much heat must be dissipated, and what's the maximum allowable temperature rise?
The fundamental calculation involves thermal resistance—measured in °C/W—which tells you how many degrees the temperature will rise per watt of heat dissipated. A heatsink with lower thermal resistance performs better, keeping components cooler under the same heat load.
Here's the practical formula: Required Thermal Resistance = (Maximum Component Temperature - Ambient Temperature) ÷ Heat Load in Watts.
For example, if your power transistor generates 25W of heat, operates in a 40°C environment, and must stay below 90°C, you need a heatsink with thermal resistance no greater than 2°C/W [(90-40)÷25 = 2°C/W].
But thermal resistance alone doesn't tell the whole story. According to PTSMAKE's thermal management guide, your operating environment dramatically affects heatsink selection:
The explosion of LED lighting and high-density electronics has made heatsink profiles more critical than ever. An LED's performance is temperature-sensitive—higher operating temperatures cause both reduced light output and shortened lifespan. The same applies to power electronics, computer processors, and industrial control systems.
When specifying heatsink profiles for these aluminum extrusion applications, consider these key factors:
The surface treatment decision deserves special attention. According to Ecotherm Group's analysis, black anodized heatsinks outperform raw aluminum by approximately 20% in passive cooling applications. Why? Anodizing dramatically increases surface emissivity—the ability to radiate heat energy. Raw aluminum has an emissivity of just 0.1-0.2, while black anodized surfaces reach 0.8-0.9. This matters enormously when radiation contributes significantly to overall heat dissipation.
Anodizing also creates microscopic surface texture that increases effective surface area, further enhancing thermal performance. For LED applications and electronics enclosures where aluminum extrusion trim doubles as both structural and thermal elements, anodized heatsink profiles deliver the best combination of cooling performance and corrosion resistance.
ATS notes that their standard aluminum extrusions use 6063 alloy—the same architectural alloy prized for its excellent surface finish and extrudability—processed to achieve smooth surfaces ideal for thermal interface contact. Standard bar lengths of 300mm (11.8 inches) allow easy prototyping and custom fabrication without minimum order quantities or tooling costs.
Understanding heatsink profiles completes your knowledge of specialized aluminum extrusion categories. But selecting the right profile type is only part of the equation—the aluminum alloy itself fundamentally determines what's achievable in terms of strength, surface finish, and thermal performance.
You've identified the perfect profile shape for your project. You understand whether you need solid, semi-hollow, or hollow geometry. But here's a decision that matters just as much—and sometimes more—than shape selection: which aluminum alloy should you specify?
The alloy you choose fundamentally determines what your aluminum extrusion profile can do. It affects strength, surface quality, corrosion resistance, and even how easily the profile can be manufactured. Get this decision right, and your project succeeds. Get it wrong, and you'll face problems ranging from poor surface finish to premature failure.
For aluminium extrusion applications, the 6xxx series alloys dominate the industry. According to the Aluminum Extruders Council, these magnesium and silicon alloys represent the most popular extrusion alloy class due to their balanced combination of good strength, corrosion resistance, machinability, weldability, and formability—plus they're heat treatable for enhanced mechanical properties.
When engineers specify aluminum extruded profiles, the conversation almost always starts with two alloys: 6063 and 6061. These siblings from the 6xxx family share similar chemistry but serve distinctly different purposes.
6063 Aluminum: The Architectural Champion
If you need beautiful surface finish and complex shapes, 6063 is your alloy. Often called the "architectural alloy," 6063 aluminum offers excellent formability and superior extrudability compared to its stronger cousin. The higher silicon and manganese content enables the metal to flow smoothly through intricate die geometries, producing profiles with smooth, consistent surfaces.
What makes 6063 stand out?
6061 Aluminum: The Structural Workhorse
When strength trumps surface aesthetics, extrusion aluminum in the 6061 grade takes center stage. This alloy contains approximately 30-50% more magnesium and silicon than 6063, delivering significantly higher mechanical properties for demanding structural applications.
Why choose 6061?
| Property | 6063-T6 | 6061-T6 | 7075-T6 |
|---|---|---|---|
| Tensile Strength | 241 MPa | 310 MPa | 572 MPa |
| Yield Strength | 214 MPa | 276 MPa | 503 MPa |
| Brinell Hardness | 73 | 95 | 150 |
| Extrudability Rating | Excellent | Good | Poor |
| Corrosion Resistance | Very Good | Good | Fair |
| Weldability | Excellent | Good | Limited |
| Surface Finish Quality | Excellent | Good | Fair |
| Thermal Conductivity | 200 W/m-K | 170 W/m-K | 130 W/m-K |
| Typical Applications | Window frames, railings, architectural trim, heatsinks, furniture | Structural frames, trucks, ships, aerospace components, machinery | Aircraft structures, high-stress components, military applications |
| Relative Cost | Lower | Higher | Highest |
Sometimes 6061's strength isn't enough. Aerospace applications, military equipment, and high-performance sporting goods often demand the exceptional strength-to-weight ratio that only 7xxx series alloys can provide.
7075 aluminum alloy, with zinc as its primary alloying element, delivers tensile strengths approaching 572 MPa—nearly double that of 6061-T6. According to the Aluminum Extruders Council, the 7xxx series offers "very high strength" but comes with trade-offs: poor corrosion resistance and good machinability, making it suitable for specialized applications rather than general-purpose use.
When does the investment in higher-strength alloys make sense?
Keep in mind that al extrusion with 7075 alloy presents manufacturing challenges. Its reduced extrudability limits achievable profile complexity, and the alloy's limited weldability restricts joining options. For most industrial and commercial applications, staying within the 6xxx family provides the best balance of performance, manufacturability, and cost.
Your alloy choice directly affects what surface finishes are possible—and how good they'll look. If your aluminium profile will be prominently displayed in architectural applications, this consideration may override strength requirements.
6063 aluminum's excellent surface adhesion properties make it the clear winner for anodizing. The resulting oxide layer bonds strongly to the base metal, producing uniform color and superior durability. Whether you need clear anodizing, bronze, black, or custom colors, 6063 delivers consistent results.
6061, while capable of being anodized, typically produces a slightly less uniform appearance. For structural applications where profiles are hidden or painted, this difference is irrelevant. But for exposed architectural elements, visible furniture frames, or premium consumer products, 6063's surface quality advantage becomes decisive.
You'll notice that alloy specifications always include a temper designation—most commonly T5 or T6. These aren't arbitrary codes; they describe specific heat treatment processes that dramatically affect mechanical properties.
According to industry standards, the designations mean:
The practical difference? 6063-T5 might be sufficient for decorative trim or light-duty framing, while 6063-T6 provides the strength needed for structural window frames or load-bearing components. Similarly, 6061-T6 is the standard specification for structural applications requiring that alloy's full strength potential.
Choosing between tempers involves balancing strength requirements against cost. T6 processing adds expense—if T5 properties meet your structural needs, there's no reason to pay for the additional heat treatment.
With alloy and temper decisions made, one critical specification remains: surface finish. The treatment you apply to your profile aluminum determines not just appearance, but long-term durability in your operating environment.
You've selected the perfect aluminum profile type and specified the ideal alloy. But here's a question that determines whether your project thrives or fails in real-world conditions: what happens to that bare aluminum surface once it's installed?
Every aluminum extrusion leaves the press with what's called a "mill finish"—the natural, untreated surface that results from the extrusion process. While mill finish works fine for hidden structural components, most aluminium extrusion profiles require surface treatments to achieve the appearance, durability, and performance your application demands.
Anodizing isn't a coating that sits on top of aluminum—it's an electrochemical transformation of the surface itself. During the process, aluminum oxide grows from the base metal, creating an incredibly hard, integral layer that won't chip, peel, or flake like applied coatings can.
According to BRT Extrusions, anodizing significantly enhances aluminum's natural corrosion resistance while offering versatile aesthetic options. The anodic oxide layer acts as a barrier protecting the extrusion from moisture, chemicals, and UV radiation—making anodized aluminium profiles ideal for outdoor and high-moisture environments.
What color options does anodizing provide?
The durability advantage is substantial. Anodized finishes resist abrasion, chipping, and fading far better than most applied coatings. This makes anodizing the preferred choice for high-traffic areas, frequently handled components, and applications where long-term appearance matters.
When your project demands extensive color options, specific textures, or the thickest possible protective layer, powder coating and PVDF finishes enter the conversation. Both offer capabilities beyond anodizing—but with distinct trade-offs.
Powder Coating: Versatility and Environmental Benefits
Powder coating applies dry powder electrostatically to aluminum extrusions, then cures it under heat to form a durable finish. According to Master Craft Finishers, advances in powder formulation have led to AAMA 2605-certified finishes with warranties of 20 to 30 years, placing powder coatings on par with PVDF paints in terms of durability.
Key powder coating advantages include:
However, powder coating has limitations. Color matching often requires larger order quantities, and surface imperfections like orange peel texture can occur. Touch-ups on damaged powder-coated parts prove more difficult than with liquid finishes.
PVDF (Kynar) Finishes: Architectural Excellence
PVDF coatings—commonly known by the trade name Kynar—have been architectural aluminum's premium finish since 1965. When surface consistency and color stability are non-negotiable, PVDF remains the gold standard for aluminium extruded profile applications.
PVDF advantages include:
The trade-offs? PVDF coatings typically cost more than powder, require primer and pretreatment steps, and contain higher VOC levels. Application must be performed by licensed applicators, limiting availability compared to powder coating.
Some applications push beyond what standard finishes can handle. Extreme temperatures, aggressive chemicals, or extraordinary wear conditions call for specialty treatments.
Micro-Arc Oxidation (MAO) represents the cutting edge of aluminum surface treatment. This process creates ceramic-like oxide layers significantly harder and thicker than conventional anodizing. MAO-treated surfaces withstand extreme abrasion, high temperatures, and corrosive environments that would destroy standard finishes. Applications include aerospace components, industrial equipment, and military hardware.
For projects requiring specialized surface treatments, manufacturers like Shengxin Aluminium offer comprehensive finishing options including standard anodizing in custom colors like champagne and rose gold, powder coating, PVDF, and micro-arc oxidation for superior durability—all backed by end-to-end support from die development through mass production.
Choosing the right surface treatment depends on matching finish characteristics to your operating environment and aesthetic requirements:
Your aluminum profile type deserves a finish that enhances its performance rather than limiting it. With surface treatment decided, the next step is developing a systematic approach to selecting exactly the right profile for your specific project requirements.
You've learned about the types of aluminum extrusion available—solid, semi-hollow, and hollow profiles. You understand standard shapes, modular framing systems, heatsink configurations, alloy options, and surface finishes. But here's the question that actually matters: how do you pull all this knowledge together to specify the exact right profile for your project?
Most buyers approach aluminum extrusion types backwards. They start by browsing catalogs, get overwhelmed by options, and either over-specify (wasting money) or under-specify (risking failure). The smarter approach? Start with your requirements and work systematically toward a specification.
This practical selection guide walks you through exactly that process—a decision framework no competitor provides.
What forces will your aluminum profile actually experience? This fundamental question determines whether you need a lightweight 20-series T-slot or a heavy-duty structural channel.
According to AngleLock's aluminum extrusion design guidelines, engineers often face dimensional decisions where one or two specific performance traits are paramount. If you need accuracy above all else, start with rigidity and engineer around that. If lightweight design is the priority, focus on strength-to-weight ratio.
Consider these load scenarios:
The practical takeaway? A machine frame supporting a 50-pound motor differs dramatically from one handling a 500-pound CNC spindle. Define your load requirements before ever opening a catalog.
Where will your aluminum profile live? Indoor climate-controlled environments forgive almost any specification. Outdoor installations, marine applications, or chemical exposure environments demand careful consideration.
Match your environment to the right aluminium extrusion types:
According to CAN Art's comprehensive guide, defining the specific application including environmental conditions is the essential first step before any other specification decisions.
Every project has a budget. The question isn't whether cost matters—it's how to optimize value while meeting performance requirements.
Here's what drives aluminum extrusion costs:
According to Profile Precision Extrusions, most custom dies fall between $1,250 and $1,950 depending on profile type. Solid profiles command the lowest tooling costs, while complex hollow shapes cost more. Lead times typically run 3 to 5 weeks for die builds, with samples shipping about 2 weeks after completion.
The comparison with other manufacturing processes reveals aluminum extrusion's value proposition: relatively low tooling costs and short turnaround times make it ideal for prototyping, design iteration, and low-to-medium production volumes.
Ready to specify your aluminum profile? Follow this systematic approach:
The decision between standard catalog shapes and custom-designed profiles deserves careful analysis. According to industry guidance, while custom lengths can be extruded, standard profiles often provide the most cost-effective solution.
Choose standard profiles when:
Invest in custom profiles when:
Profile Precision Extrusions notes that working directly with engineers during the design phase helps simplify profiles, select cost-effective tolerances, and avoid costly secondary machining. In rare cases, modifying an existing die may reduce both time and cost.
Where to buy aluminum extrusion matters as much as what you buy. Not all manufacturers are equal—research potential suppliers to ensure they can deliver high-quality extrusions that fit your needs.
According to CAN Art's recommendations, evaluate suppliers on these criteria:
Don't hesitate to seek guidance from industry experts or suppliers. Their experience provides valuable insights and helps navigate potential challenges. The types of extruded aluminum available multiply when you partner with capable manufacturers who understand your application requirements.
While it may be tempting to opt for the cheapest option, consider overall value. Compare quotes from multiple suppliers, weighing quality, customization capabilities, and delivery reliability. Sometimes investing a little more upfront saves you from costly mistakes—and failed projects—down the road.
With your profile selection process now systematically defined, let's explore how different profile types serve specific industries, demonstrating what are aluminum extrusions used for across real-world applications.

What are aluminum extrusions used for in the real world? The answer spans virtually every manufacturing sector you can imagine. From the window frames in your office building to the robotic arms assembling your next car, aluminum extrusion profiles quietly power modern industry.
Understanding how different types of aluminum extrusions serve specific sectors helps you make smarter specification decisions. When you know that architectural applications demand different profile characteristics than industrial automation, you can match the right combination of shape, alloy, and finish to your exact requirements.
Walk through any modern building, and you'll encounter aluminum extrusions everywhere—often without realizing it. According to Amfas International, aluminum's adaptability allows manufacturers to consolidate components, streamline assembly, and achieve precise tolerances that construction demands.
The construction industry relies heavily on extruded aluminum framing for applications including:
For architectural applications, 6063 alloy dominates due to its superior surface finish and excellent extrudability. Complex hollow profiles for window systems typically receive anodizing or PVDF coatings that maintain appearance for 20-30 years.
Step onto any factory floor, and you'll find aluminum extrusions forming the backbone of production equipment. According to Vention, T-slot aluminum extrusions serve as the foundation for every build—from workstations and carts to robot cells and automated equipment.
Industrial applications leverage aluminum's unique advantages:
For complex industrial profiles and architectural applications, experienced manufacturers like Shengxin Aluminium provide end-to-end support from die development through mass production, with capabilities spanning custom 6063 aluminum tubes to specialized window frames across 35 advanced extrusion presses.
When every gram matters, aluminum extrusions deliver unmatched performance. The transportation sector increasingly relies on structural extruded aluminum to reduce vehicle weight and improve fuel efficiency.
According to industry analysis, automotive and aerospace industries rely on extrusions to reduce emissions and increase fuel efficiency. Key applications include:
Beyond heavy industry, aluminum extrusions serve applications you encounter daily:
This comprehensive view helps you understand which profile characteristics matter most for each sector:
| Industry Sector | Primary Profile Types | Preferred Alloys | Typical Finishes | Specific Application Examples |
|---|---|---|---|---|
| Architectural/Construction | Hollow multi-chamber, semi-hollow | 6063-T5, 6063-T6 | Anodized, PVDF, powder coating | Window frames, curtain walls, railings, storefronts |
| Industrial Automation | T-slot, V-slot, solid angles | 6063-T5, 6061-T6 | Clear anodized, mill finish | Machine frames, conveyor systems, workstations, robot cells |
| Transportation | Hollow tubes, structural channels | 6061-T6, 7075-T6 | Powder coating, anodized | Crash structures, body trim, rail car components |
| Aerospace | Complex hollow, solid structural | 7075-T6, 6061-T6 | Anodized, specialty coatings | Fuselage frames, seat tracks, cargo systems |
| Electronics | Heatsink fins, enclosure profiles | 6063-T5 | Black anodized, clear anodized | LED heatsinks, device housings, rack systems |
| Consumer Products | Decorative tubes, flat bars | 6063-T5 | Anodized colors, powder coating | Furniture frames, display fixtures, sporting goods |
What makes this industry mapping valuable? It transforms abstract profile categories into concrete decisions. When you understand that architectural window frames demand hollow multi-chamber profiles in 6063 alloy with PVDF finish, you've defined 80% of your specification before ever consulting a catalog.
The global shift toward lightweighting, sustainability, and efficiency makes aluminum extrusion profiles a strategic choice across sectors. According to Amfas International, companies that leverage extrusion effectively achieve reduced material waste, faster lead times, and superior product performance.
As industries face mounting demands for cost efficiency and design versatility, aluminum extrusion continues growing in importance. Whether you're building machine frames, designing architectural facades, or developing consumer products, the types of aluminum extrusion profile available today offer solutions that balance performance, manufacturability, and cost—ready to match shapes to your project fast.
T5 and T6 are temper designations that describe specific heat treatment processes. T5 means the profile was cooled from extrusion temperature and artificially aged, providing moderate strength improvement. T6 involves solution heat treatment by artificial aging, achieving maximum strength for the alloy. For example, 6063-T6 reaches approximately 241 MPa tensile strength compared to lower values in T5 condition. Choose T5 for decorative or light-duty applications and T6 when structural calculations demand full strength potential.
B-type and I-type are both modular T-slot aluminum profile systems, but they differ in slot geometry. The profile cross-section, slot width, and chamfers vary between these series, which affects compatibility with T-nuts, connectors, and panel accessories. Before purchasing components, always verify that your chosen fasteners and brackets match your specific profile type to ensure proper fit and structural integrity.
Aluminum profiles fall into three fundamental classifications: solid (no enclosed voids, used for angles, channels, flat bars), semi-hollow (partially enclosed spaces, ideal for specialized trim and channels), and hollow (fully enclosed voids, perfect for tubes and window frames). Standard shapes include L-angles for corner reinforcement, C-channels for cable routing, round and square tubes for structural framing, T-slot profiles for modular machine building, and heatsink profiles for thermal management in electronics.
Choose 6063 when surface finish and complex shapes matter most—it offers excellent extrudability, superior anodizing results, and better thermal conductivity at 200 W/m-K. Select 6061 when strength is critical, as it delivers approximately 310 MPa tensile strength in T6 temper versus 241 MPa for 6063-T6. 6063 suits architectural applications, heatsinks, and decorative profiles, while 6061 excels in structural frames, machinery, and aerospace components.
Invest in custom profiles when you can consolidate multiple standard shapes into one design, reducing part count and assembly labor. Custom extrusions make sense when annual volumes exceed 1,000 pieces (spreading tooling costs of $1,250-$1,950 across production), when your application requires impossible-to-achieve features with standard geometry, or when proprietary designs provide competitive advantage. For lower quantities or tight deadlines, standard catalog shapes offer immediate availability and competitive pricing.




 dịch vụ trực tuyến
dịch vụ trực tuyến 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Việt
Việt English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Українська
Українська